Холодная пайка проводов
Как припаять без паяльника и электричества или метод холодной пайки
Холодная пайка — это ценный навык. Есть много ситуаций, когда возможность ремонта или модификации электроники действительно может спасти ваш день. Но большинство людей не носят с собой паяльник и даже если у вас есть паяльник, то может не быть доступа к электричеству. Как припаять без паяльника?
Итак, сегодня я собираюсь показать вам, как запаять, используя объекты и приспособления, которые находятся рядом с вами (и немного припоя).
Шаг 1: Посмотрите видео
Посмотрите видео, в котором отражен этот проект.
Шаг 2: Обязательное предупреждение о мерах безопасности
Этот проект предполагает работу с открытым огнем. Поэтому обязательно примите все необходимые меры безопасности. Всегда внимательно следите за огнем и никогда не оставляйте его без присмотра. Держите рядом ответственного взрослого со средствами пожаротушения. Приложите все усилия, чтобы держать огонь вдали от легковоспламеняющихся предметов. Избегайте свободной одежды и волос. Будьте осторожны, чтобы не обжечься, особенно при работе с объектами, которые находятся в огне или нагреты на огне. По возможности носите огнестойкие перчатки. Я не несу ответственности, если вы сожжете что-либо или получите ожог.
Шаг 3: Найдите источник жара
Первое, что вам нужно, это соответствующий источник тепла. У вас есть много доступных вариантов. Вы можете использовать все, что способно нагреть кусок металла до температуры плавления вашего припоя (между 200°C и 370°C).
Бутановые зажигалки работают в этом плане лучше всего, но вы также можете использовать свечи, масляные лампы, спиртовые горелки или даже открытые костры.
Шаг 4: Пайка напрямую разогретых проводов
Самый простой вид пайки — это просто соединить два провода вместе. Это можно сделать, нагревая провода напрямую без паяльника.
Возьмите два провода и снимите изоляцию с их концов. Вам нужно снять около 2-3 см изоляции, а затем плотно скрутить провода.
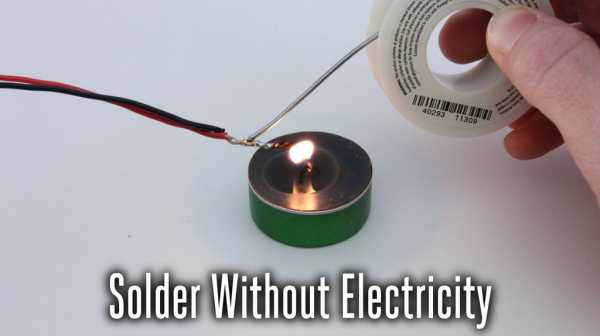
Чтобы спаять провода, мы будем нагревать их концы и наносить припой на противоположную сторону открытой части (см. фото). Не пытайтесь наносить припой на нагретую область, потому что сажа и другие химические остатки могут накапливаться на этой области и мешать правильному прилипанию припоя.
Возьмите свой источник тепла (желательно свечу или зажигалку) и используйте его, чтобы нагреть концы проводов. Подождите около 20 секунд, пока провода не нагреются. Затем медленно нанесите припой на другую сторону оголенного участка провода.
Если припой не плавится, дайте проводам нагреться еще немного. Вам нужно, чтобы провода были достаточно горячими, чтобы правильно паять припой, в противном случае вы можете получить холодное соединение.
Как только у вас будет хорошее спаяное соединение, отрежьте непаянный участок оголенных проводов. Таким образом у вас останется лишь короткий спаяный участок соединения. По возможности также рекомендуется изолировать любые соединения с помощью термоусадочной трубки или изоленты.
Шаг 5: Найдите любой ненужный кусок метала, чтобы использовать его как паяльник
При пайке на печатной плате, вы не можете нагреть её напрямую открытым пламенем. Поэтому вам нужно использовать что-то в качестве паяльника. Вы можете найти для этого подходящий кусок металла.
Сталь — хороший материал для этих целей. Она сильна, хорошо сохраняет тепло и очень распространена. Таким образом, вы можете довольно легко найти сталь практически повсюду. Медь тоже подойдёт, но она остывает намного быстрее, чем сталь. Поэтому, если вы используете медь, вам нужно будет работать быстро.
Вот несколько примеров того, что может подойти:
- стальная проволока (не менее 14 калибра)
- гвозди
- отвертка
- болты
- биты для мультитула
- арматура
Чем толще объект, тем больше тепла потребуется для его нагрева до соответствующей температуры. Поэтому для небольших источников тепла, таких как свечи и зажигалки, используйте более тонкие паяльники. Для более крупных источников тепла, вы можете использовать большие паяльники.
Шаг 6: Создание паяльника для использования с небольшими источниками тепла, такими как свечи и зажигалки
При работе с небольшими источниками тепла, такими как зажигалки и свечи, необходимо использовать небольшой паяльник. Идеальный материал для этого — стальная проволока 14 калибра. Она достаточно мала, чтобы быстро нагреваться, но достаточно велика, чтобы достаточно долго удерживать тепло для пайки. Также очень легко согнуть проволоку в любую форму, с которой вам удобно работать. Но если вы не можете найти стальную проволоку, вы можете использовать гвозди и отвертки соответствующего размера.
Я согнул конец провода. Это фактически удвоило толщину наконечника паяльника. Затем я согнул конец провода под углом 90 градусов. Форма буквы «L» облегчает попадание пламени под кончик.
В большинстве случаев вы, вероятно, будете держать паяльник отдельно от источника тепла. Однако в случае с кухонной зажигалкой можно легко прикрепить провод к концу этой зажигалки. Все, что вам нужно сделать, это обернуть проволоку вокруг металлической шейки зажигалки и расположить наконечник паяльника над пламенем.
При использовании паяльного инструмента вам нужно нагреть участок металла на расстоянии около 2 см от его конца. Это оставляет другой конец инструмента чистым и свободным от окисления или химических остатков.
Дайте металлу нагреться в течение 10-20 секунд. Затем быстро переместите его на компоненты, которые вы хотите паять. Обычно у вас будет достаточно времени для пайки одного соединения. Затем поместите инструмент обратно на пламя и дайте ему снова нагреться.
Шаг 7: Создание паяльника для использования с большими источниками тепла, такими как открытый огонь
Если вы работаете с большим источником тепла, таким как камин или костер, то вам нужно подойти к процессу немного по-другому. Прежде всего, вам нужно будет принять дополнительные меры предосторожности. Носите огнестойкие перчатки и, когда это возможно, при работе с нагретым паяльным инструментом используйте металлические щипцы или плоскогубцы.
Дровяной огонь намного жарче, чем свеча или зажигалка. Поэтому вам понадобится инструмент, который позволит работать на безопасном расстоянии. Для этого вы можете использовать длинную проволоку или прикрепить паяльник к концу негорючего стержня, такого как кусок стальной арматуры.
Открытый огонь дает гораздо больше тепла, чем зажигалка, но его гораздо сложнее контролировать. Так что вы, вероятно, захотите, чтобы ваш паяльник был сделан из более толстого металла. Это поможет паяльнику уловить и сохранить больше тепла. Если вы используете проволоку в качестве инструмента для пайки, вы можете сделать наконечник толще, сложив конец проволоки в несколько раз.
Как и где вы нагреваете инструмент для пайки, зависит от того, с каким огнем вы работаете. Горячие угли, как правило, будут более устойчивым источником тепла, чем пляшущее пламя, но для нагрева вашего паяльного инструмента вам понадобится много горячих углей. Возможно, вам придется использовать метод проб и ошибок, пока вы не почувствуете, как всё работает. Чтобы облегчить себе жизнь, начните с большего огня. Это даст вам больший и более долгоиграющий пласт угля.
После того, как вы нагрели инструмент, быстро переместите его к объекту, который вы хотите паять. Когда инструмент для пайки больше не сможет расплавить припой, верните его обратно в огонь и разогрейте.
Шаг 8: Используйте ваши навыки, чтобы сохранить своё время
Теперь у вас есть знания и навыки, которые позволят вам паять где угодно. Они действительно могут вам пригодиться в чрезвычайной ситуации. Так что начните включать небольшое количество припоя в свои наборы для выживания и аварийные наборы.
сварочный аппарат, холодная пайка и тонкие провода
Содержание статьи:
Спайка проводов – это обязательный комплекс мероприятий, задача которых – установить электропроводку в помещении. Качественное соединение жил пайкой, соединение проводов в распределительном щитке, правильная скрутка – это факторы, от которых зависит долговечность и работоспособность электрической проводки.
Преимущества и недостатки пайки электропроводки
Паяное соединение считается одним из лучших по надёжности
Чтобы правильно спаять провода, нужно ознакомиться с достоинствами и недостатками метода. Несмотря на существующие аналоги, этот способ считается самым распространенным и востребованным, особенно в электронике.
Достоинства:
- Надежность. Важный параметр – наличие и величина переходного сопротивления. Чем оно ниже, тем лучше. У пайки этот параметр чрезвычайно мал. По надежности пайка уступает сварке только в одном случае – если работы приходилось выполнять в экстремальных условиях, например, в среде с запредельно высокой или низкой температурой, воздействии агрессивных сред. Если речь идет о квартирной проводке или загородном доме, подобные факторы исключены.
- Соединение не нуждается в обслуживании.
- Универсальность использования. С помощью пайки удается соединять одножильные и многожильные провода с разными площадями сечения, в любых комбинациях. Такая универсальность позволяет решить много нестандартных и трудновыполнимых задач. К тому же использование флюсов обеспечивает надежное соединение медных и алюминиевых жил.
- Низкая стоимость соединения. Для проведения работ понадобится паяльник, припой и флюс. Стоимость мала, а расход экономичный.
Недостатки:
- Низкая технологичность. Для проведения работ требуется выполнить много подготовительных мероприятий, отсюда следует высокая трудоемкость.
- Потребность в квалификации исполнителя.
При пайке изменения в материях происходят на молекулярном уровне, поэтому предварительно спаиваемые детали подвергаются основательной подготовке.
Что нужно для пайки электропроводки

Паяльник электрический
Перед тем как запаять провод, готовят рабочий инструмент и расходные материалы. Для выполнения работы потребуется следующий список инструментов:
- Обычный бытовой паяльник, мощность которого колеблется в пределах 40-100 Вт. В качестве аналога используют сварочный аппарат, на котором есть возможность управлять температурой жала, что упрощает процесс пайки.
- Мелкий напильник для зачистки жала паяльника.
- Нож для удаления изоляционного слоя.
- Пассатижи для скрутки.
- Канифоль, предназначенная для лужения поверхности.
- Припой для спайки разных материалов, в качестве аналога используют бескислотные флюсы.
- Газовая горелка
- Припой
- Канифоль сосновая для пайки
Пайка алюминиевых и медных проводов несколько отличается видами используемых припоев.
| Медь | Алюминий |
Используются составы из олова и свинца. Маркировка следующая:
|
|
Как правильно запаять провода

Пример универсальной заточки жала паяльника и правильного обслуживания его рабочей области
Процесс пайки может несколько отличаться в зависимости от используемых материалов. Разные способы предусматривают применение разных паяльных составов и флюсов. Чаще всего пайка проводов проводится при соединении медных проводов с площадью сечения до 6 мм.кв.
При выполнении работ соблюдают следующий алгоритм:
- С проводов снимается изоляционный слой приблизительной протяженностью 5-6 см.
- Разогревают рабочий инструмент и им покрывают поверхность слоем канифоли или флюса. Первый плохо работает на окисленных поверхностях, при глубоком проникновении в скрутку важно предварительно тщательно обрабатывать материалы.
- Прогревая провод с помощью разогретого инструмента с припоем на жале, важно достичь равномерного распределения припоя по всей обрабатываемой поверхности.
- При пайке скрутки специалисты должны заполнить припоем все неровности.
- По окончании выполнения работы все скрутки тщательно изолируют при помощи специальных насадок, изоленты и термоусадочной трубки.
Если требуется работать с алюминием, важно учитывать его высокую скорость окисления при контакте с кислородом. Образующаяся пленка не позволяет создать надежное сцепление металла с припоем.
Зачистка проводов от изоляции
Окись удаляется механическим способом, далее поверхность обслуживается. Алгоритм соединения алюминиевых жил зависит от разновидности используемого флюса и площади сечения. Для нагревания, как правило, используют газовую горелку.
Порядок пайки жил площадью 4-10 мм.кв:
- На концах жил длиной 5-6 см удаляется изоляционный слой.
- Для получения металлического блеска жилы зачищают надфилем, наждачной бумагой или ножом.

Лужение многожильных проводов
- Соединяют жилы друг с другом внахлест способом двойной скрутки, в месте касания посередине делается желобок.
- Место соединения прогревают до температуры, которая близится к температуре плавления спайки.
- Аналогичным способом обрабатывается каждая сторона скрутки, все полости заполняются оловом.
- По окончании работ место соединения очищают с помощью бензина.
- Очищенная поверхность покрывается асфальтовым лаком и тщательно изолируется.
Работы не отличаются быстротой, однако высокое качество и долговечность соединений стоит потраченного времени и сил.
Как паять медные и алюминиевые провода

Пайка проводов методом скрутки
Медный провод тщательно зачищают, потом погружают в канифоль. Специалист расплавляет несколько капель припоя и для лужения провод погружают в расплавленную массу. Процедура выполняется осторожными и равномерными движениями.
Припой для пайки должен прикрывать поверхность провода минимально, насколько это возможно. Излишки удаляют раскаленным паяльником. В ходе выполнения работ красный оттенок медного провода должен измениться на серебристый.
Если работа предстоит с многожильными паяльниками, каждая проволока должна быть раскручена и лишь после лудится. Далее все возвращается в исходное положение.
Алюминиевый провод перед пайкой электрических проводов требуется зачистить, после чего равномерно распределить по его поверхности ранее подготовленный флюс. Далее провод из алюминия тщательно натирается небольшим куском тиноля и прогревается пламенем газовой горелки. Такие манипуляции позволят эффективно избавиться от оксидной пленки.
Чтобы увеличить показатель качества соединения однопроволочных проводов, используется скрутка из залуженных проводов небольших размеров. Все образующиеся полости заполняются тинолем.
Следующий этап – соединение медных и алюминиевых проводов. Для этого восстанавливают изоляционный слой. Для сухих помещений можно использовать только хлопчатобумажную изоленту.
Рекомендации, меры предосторожности

Профессиональный паяльник DANIU 110V/220V 60W с регулировкой температуры и набором инструментов
Следует ознакомиться с рекомендациями, которые позволят качественно выполнять поставленные задачи:
- При выборе паяльника нужно обращать внимание на модели, оснащенные дополнительно конусами, иглами и комплектом сменных наконечников.
- Прежде чем приступать к выполнению пайки, нужно особое внимание уделить зачистке жала. Если наконечник слишком загрязнен, всю грязь удаляют с помощью паяльника. Вспомогательно можно использовать куски дерева или картон.
- При изменении длины паяльника также изменяется температура нагревания инструмента.
- Во время нагревания рабочего элемента не рекомендуется паяльник оставлять «сухим». Нужно жало регулярно опускать в канифоль.
Важно соблюдать меры предосторожности. Работать нужно в средствах индивидуальной защиты: специальная одежда (спецовка), очки и перчатки. Нельзя оставлять открытые участки тела, в противном случае могут образоваться сильные ожоги.
Можно ли паять проводку в автомобиле
Собрать клики проще всего, привлекая внимание к какой-то весьма простой, заурядной и обыденной вещи, обыгрывая ее в «желтом» стиле. Псевдосенсации и «разоблачения» хитрецы рождают из самых обычных вещей, и автомобильная тема не стала исключением. Масса автомобильных блогеров «открывают глаза» читателям на мнимую опасность совершенно обыденной бытовухи, заманивая пошловатыми заголовками. В последнее время мне на глаза часто стала попадаться тема опасности соединения автомобильной проводки с помощью пайки. Многие ведущие прикладных блогов и каналов о ремонте и обслуживании автомобилей отметились по теме в духе «если вы так сделаете, автомобиль загорится, взорвется, и все погибнут!», зачастую не обладая навыками в электротехнике и электромонтаже и действуя по принципу «слышал звон…». Мы же попробуем разобраться без дешевых сенсаций и вдумчиво.
Начнем с начала. В практике ремонта немолодой машины, владелец которой обслуживает и чинит ее своими руками, нередко возникает необходимость работы с электропроводкой. Масса автомобилей, в силу возраста не являющихся дорогущими «компьютерами на колесах», вполне позволяют вольное вмешательство в электропроводку при наличии базовых навыков электромонтажа. Отремонтировать неисправные штатные электроцепи путем замены отгнивших от старости или оборванных проводов и восстановления контакта, подключить какое-то дополнительное оборудование, для чего требуется поставить промежуточное реле, врезать предохранитель, вывести разъем и тому подобное. Основные и наиболее распространенные в практике мероприятия, при которых требуется соединение проводов, выглядят так:
Все эти подключения в гаражных условиях выполняют зачастую методом скрутки проводов. Порой весьма вульгарной и грубой. И, несмотря на то что соединение на скрутке, проделанное аккуратно и тщательно, в целом работоспособно и имеет право на существование, минусов у него все же хватает. Контакт в скрутке способен ухудшаться со временем от окисления из-за нанесенного на медные жилки естественного жира с пальцев (если руки чистые), разных масел-солидолов (если руки перепачканы от ремонта), от легко попадающей извне влаги. Скруткой достаточно непросто обеспечить качественный контакт в проводах большого сечения, с протекающими токами от 10 ампер и выше – приходится зачищать скручиваемые проводники от изоляции на весьма существенной длине, что далеко не всегда возможно. Есть и другие подобные нюансы, и если вы копаетесь в машине с любовью и для себя, а не устраняете наспех неисправности перед продажей, то скруток желательно по возможности избегать.

В условиях же автозавода или мастерской хорошего уровня подключения и соединения в электропроводке выполняют, разумеется, не на скрутках, а посредством обжимки через втулки/ гильзы/ скобки или с помощью ультразвуковой сварки. Ультразвуковое устройство для сварки проводов – профессиональный прибор, и в арсенале гаражного мастера он не встречается. А вот обжим гильзами или скобами – процедура нехитрая, инструмент (обжимные клещи, кримпер) и расходники – недорогие, и соединить провода таким методом можно не хуже, чем на заводе.

Впрочем, многие обладают навыками пайки и ловко владеют паяльником, припоем и канифолью. Пропаять соединение вместо обжима гильзой – почему нет, если паяльник под рукой, а вот кримпера как раз нет? Однако ж нередко звучит мнение, что пайка в электропроводке автомобиля неприемлема. В чем причина? Объясняем!
При подготовке к пайке медные провода залуживаются – покрываются слоем припоя с использованием флюса (в качестве которого даже в XXI веке по-прежнему лучше всего работает старая-добрая канифоль), придающего припою текучесть и изолирующего от окисления точки пайки кислородом воздуха. Однако залуженный медный провод на стыке пропитанной припоем оголенной части и непропитанной, скрытой под изоляцией, теряет эластичность и приобретает определенную ломкость. Если говорить сухим языком науки – в процессе нагревания проволоки, изготовленной методом холодной деформации (а это метод, которым производится практически вся проволока, применяемая для электропроводки), происходят рекристаллизационные процессы, которые приводят к изменению физико-механических свойств меди, уменьшая стойкость к изгибу.
Залуженные, а затем спаянные проводники в точках, обозначенных стрелками, становятся более ломкими, нежели исходный провод. Для того чтобы сломать руками зачищенный от изоляции многожильный медный провод, его нужно сгибать до сотни раз подряд, а паяный достаточно согнуть в вышеозначенных точках для слома раз двадцать, и он отвалится…

Согласитесь, звучит убедительно не в пользу применения пайки для соединения проводов в машине? Однако далеко не все так страшно, и те, кто обладает пониманием процессов и навыками пайки, используют ее в автомобильной проводке запросто, без проблем и практически без каких-либо ограничений!
Да, автомобиль в движении испытывает бесконечные вибрации, часто весьма интенсивные. И если спаянный провод свободно подвесить под капотом на длине с полметра, как веревочный мост над рекой, через некоторое время вихляния и болтания он действительно может дать излом на границе пайки и изоляции. Но даже в таких малореальных условиях произойдет это нескоро, и не факт, что вообще произойдет.
На деле же в автомобиле нет висящих проводников в электрооборудовании. Провода объединены в жгуты, перевязаны, уложены вдоль кузовных элементов и закреплены. Провисающие и не имеющие опоры участки типа выходов к датчикам или лампам фар обычно очень короткие. Если же проводится ремонт, и провода удлиняются, стыкуются или пробрасываются новые, заменяющие и дублирующие штатные (в которых контакт потерян и искать его сложнее, чем прокинуть «дублера»), то все эти новые провода также либо приматываются изолентой или пластиковыми стяжками к родным жгутам, либо размещаются в защитных электромонтажных гофротрубках, прихватываемых хомутами. Поэтому существенные колебания проводов, способные разрушить вибрацией паяное соединение, практически исключены! И соединять провода пайкой можно!
Основных условий для надежного паяного соединения два. Первое – это щедрое использование термоусадки, обеспечивающей помимо электрической изоляции соединения не менее важную механическую защиту от крутого изгиба и риска того самого излома на границе залуженной и незалуженной части. Трубочка термоусадки должна закрывать не только место спая, но и иметь припуск на пару сантиметров в обе стороны от него. А для жестких проводников большого сечения спайку целесообразно затянуть двойным, а то и тройным слоем термоусадки один поверх другого.
Отметим еще вот что: использование дорогой и далеко не всегда доступной спецтермоусадки с клеевым слоем внутри для защиты пайки от влаги, которую часто рекомендуют все те же автоблогеры, совершенно не обязательно даже для подкапотных соединений. Да, для скрутки такая защита весьма полезна, ибо проникающая влага окисляет проводники в точках прижима друг к другу. Пайка же влаги не боится в принципе, а участки провода за пределами пайки, уходящие в изоляцию, пропитаны канифолью при залуживании и не пускают влагу под изоляцию, внутрь провода. Поэтому для защиты пайки достаточно самой обычной дешевой термоусадки – лишь бы оптимально подходила по диаметру.
Аналогичным образом с помощью пайки выполняются и разветвления проводов, стыки проводов, подпайка разъемов и т. п.:

И второе, еще более важное условие – тщательная фиксация проводников, в которых используется пайка, хомутами или изолентой к штатным жгутам или иным неподвижным элементам под капотом, торпедо и т. п. Красный провод на фото как раз имеет в середине затянутую в термоусадку пайку, место которой прихвачено стяжками к толстому и жесткому жгуту выше и ниже соединения и полностью защищено тем самым от колебаний, способных привести к излому:

Неужели страшилки о недопустимости пайки электропроводки вообще ни на чем не основаны? Весьма вероятно, что слухи о чрезвычайной ломкости паяных проводов возникли благодаря использованию в качестве флюса так называемой «паяльной кислоты», представляющий собой обычно хлорид цинка (цинк, растворенный в соляной кислоте).
Кислоту применяют для пайки разного грубого чермета, для электрических соединений ее применять не принято. Однако ее нередко используют китайские малые производители всякой бытовой электронной дряни с преобладанием в производственном процессе ручного монтажа. «Паялы» залуживают кончики проводов перед пайкой для максимальной скорости процесса не паяльником и канифолью, а поочередным окунанием в чашечку с раствором хлористого цинка и чашечку с расплавленным припоем.
Поначалу никаких проблем это может не вызывать, однако со временем провод на стыке залуженной и голой медной части начинает разрушаться кислотным остатком, жилы зеленеют, истончаются и ломаются даже от легкого изгиба. Но, откровенно говоря, в пайке автомобильных проводов такая ситуация способна иметь место лишь при катастрофической безграмотности паяльщика, и огульно распространять «кислотную проблему» на пайку в общем и целом – то же самое, что ругать бензиновую машину за то, что она не едет на залитом в бак дизеле…
выбор паяльника, флюса и секреты качественной пайки
Спайка является основным методом электрического и механического соединения как деталей, так и проводки. Но несмотря на кажущуюся простоту процесса, пайка – дело довольно сложное и кропотливое. Именно поэтому прежде чем брать в руки паяльник, необходимо хорошо представлять чем, зачем и, главное, как паять провода.
Инструменты и принадлежности
Пайка, как и любой другой технический процесс, подразумевает использование определенных инструментов и принадлежностей. Инструментов понадобится немного: паяльник, нож, пассатижи, напильник, наждачная бумага. Принадлежностей и того меньше – достаточно паяльного флюса и спирта или бензина. Тем не менее все это является важными составляющими процесса и к выбору того и другого необходимо отнестись исключительно серьезно. Именно от качества паяльника и наличия нужных принадлежностей к нему будет зависеть как механическая, так и электрическая надежность паяного соединения.
Выбор и подготовка паяльника
Это, пожалуй, самый ответственный этап. Неудачно выбранным или неправильно подготовленным инструментом качественную пайку не получить.
Мощность и тип
Основным критерием выбора паяльника является его мощность. Промышленностью выпускаются инструменты мощностью от 10 до 200 Вт и выше. Первые могут иметь размеры авторучки, последние выглядят как натуральный молоток внушительных размеров.
Электропаяльники мощностью 30 (слева), 60 и 200 Вт.
Осталось решить, какой паяльник выбрать для пайки проводов. Тут все будет зависеть от производимой операции, а точнее, от толщины и массивности деталей, которые необходимо запаять. Чем детали массивнее, тем большую теплоемкость должен иметь инструмент. Примерную зависимость рекомендуемой мощности паяльника от выполняемой задачи можно представить в виде следующей таблицы:
- 15-25 Вт – мелкие радиоэлементы, микросхемы, проводники диаметром до 0.3-0.5 мм;
- 30-40 Вт – крупные радиоэлементы, провода диаметром до 1 мм в том числе многожильные;
- 40-60 Вт – достаточно крупные детали, проводники диаметром до 2 мм;
- 100 Вт – массивные детали, провода диаметром до 3-4 мм;
- более 100 Вт – силовая электропроводка диаметром более 4 мм.
Если под рукой не окажется паяльника с необходимыми характеристиками, можно взять несколько больший по мощности, но не наоборот. Массивным прибором спаять тонкие провода при известном навыке можно, маленьким и маломощным толстые – практически никогда. Идеально, если в вашем хозяйстве будет несколько электропаяльников различной мощности.
Но как поступить, если паяльника необходимой мощности не окажется или его вообще не существует в природе? Пытаться припаять шины в карандаш толщиной стоваттным паяльником? Ни в коем случае! В этой ситуации поможет обычный огонь. Поместите подготовленные к пайке детали, к примеру, в пламя бытовой газовой горелки или спиртовки и паяйте. Дополнительный подогрев поможет выполнить качественную пайку даже маломощным инструментом. Единственно, нагревая провода на открытом пламени, не переусердствуйте – достаточно небольшого дополнительного подогрева.
Отдельно стоит отметить так называемые «пистолетные» или импульсные паяльники, которые достаточно широко использовались, да и сегодня стоят на вооружении у мастеров на выезде.
Современный вариант пистолетного паяльника.
С первого взгляда преимущества такого аппарата налицо – он мгновенно нагревается и так же быстро остывает. Но эта особенность удобна лишь узкому кругу специалистов – мастерам по вызову. Пришел, достал из чемодана, ткнул, убрал в чемодан, забрал деньги и ушел. Но тот, кто серьезно работал с такими паяльниками, отлично знает и их недостатки.
Прибор буквально неподъемный, не держит оптимальной температуры, форма жала, которое катастрофически горит, исключительно неудобная. В результате пайку подобным инструментом с проволочной петелькой вместо жала можно охарактеризовать фразой «уф, вроде прислюнил». Пистолетный электропаяльник худо-бедно сгодится для ремонта лампового телевизора «Рекорд», да пылесоса «Вихрь», но не более. О качественной пайке, особенно проводов, тут и речи быть не может.
Заточка и облуживание жала
После того как паяльник выбран, его необходимо подготовить – заточить и облудить жало. Видов заточки жал существует множество:
Унифицированные формы заточки жала паяльника
Какую выбрать, зависит от ваших личных предпочтений и привычек. Для пайки проводов наиболее оптимальными считаются заточки №№ 3, 4 и 5. После заточки обычным напильником жало необходимо сразу же облудить – покрыть слоем припоя. Для чего это нужно сделать? Вкратце процесс пайки заключается в следующем: на кончик разогретого жала наносится капля припоя, который впоследствии переносится на спаиваемые детали. Но как работать пальником, необлуженное жало которого покрыто оксидом меди и абсолютно не смачивается припоем?
Итак, если жало инструмента заточено или просто зачищено до медного блеска, пора переходить к облуживанию. Для этого понадобится обычная паяльная канифоль и кусочек припоя. Включаете электропаяльник в сеть и не спеша, без нажима натираете зачищенный участок кусочком канифоли. По мере разогрева паяльника канифоль начнет плавиться и покрывать жало тонким слоем.
Быстренько откладываете канифоль и берете в руки припой, пытаясь «закрасить» им покрытый канифолью участок. По мере дальнейшего разогрева паяльника припой тоже начнет плавиться и равномерно растечется по жалу. Операцию можно считать законченной. Если с первой попытки ничего не получилось, не отчаивайтесь – остудите паяльник (горячее жало зачищать бесполезно – оно тут же будет окисляться), повторите зачистку и снова залудите.
Температура инструмента
Осталось подобрать оптимальную температуру жала. Бытует мнение, что чем больше мощность электропаяльника, тем выше температура его жала. Это абсолютно неверно! От мощности зависит лишь тепловая емкость инструмента, а значит, и способность его прогреть место пайки. По этой же причине чем выше мощность паяльника, тем больше и толще его жало.
А что касается температуры паяльника любой мощности, она одинакова и должна быть такой, чтобы, с одной стороны, припой легко плавился, собираясь на кончике жала каплей, с другой – канифоль не горела с характерным запахом горящей смолы. Производя пайку проводов паяльником с недогретым жалом, вы не сможете качественно прогреть место соединения, а при работе перегретым инструментом канифоль или любой другой флюс сгорит быстрее, чем успеет выполнить свои функции. В обоих случаях получится пайка, которую монтажники называют «прислюнил».
Обычно для изменения температуры паяльника используются специальные устройства – регуляторы напряжения. Но если вы занимаетесь пайкой лишь время от времени, можно обойтись и более бюджетными, но вполне эффективными методами. Для того чтобы несколько снизить температуру жала, просто ослабьте стопорный винт на корпусе прибора и немного выдвиньте жало из корпуса.
В результате небольшая часть жала, которая до этого находилась внутри нагревательного элемента, окажется снаружи и вместо того, чтобы нагреваться, будет охлаждаться окружающим воздухом.
Если же температура паяльника недостаточна, проведите противоположную операцию – задвиньте жало глубже. Несмотря на кажущуюся простоту, такой метод весьма эффективен.
Паяльный флюс
Для того чтобы пайка была качественной, припой должен прочно сцепиться со спаиваемой деталью, смочить ее. Но при нагревании практически любой металл интенсивно окисляется и абсолютно не смачивается припоем. Даже если вам удастся что-то изобразить при помощи паяльника и одного припоя, такая пайка, называемая среди специалистов «холодной», не обеспечит ни хорошего контакта, ни механической прочности. Образцом холодной пайки можно считать фото, которое на очень многих информационных ресурсах почему-то является примером исключительно качественной и правильной работы:
Припой абсолютно не сцепился с медью проводов – эту спайку можно разобрать голыми руками
Чтобы обеспечить надежное сцепление припоя со спаиваемым металлом, используют те или иные флюсы. По методу воздействия они делятся на две категории:
- пассивные;
- активные.
Пассивные флюсы, как видно из их названия, не взаимодействуют со спаиваемыми деталями. Их основное назначение – обеспечение хорошей растекаемости припоя и предотвращение образования оксидной пленки при нагревании спаиваемых деталей. Пассивные флюсы просты в использовании, доступны, безопасны для человека, не электропроводны и полностью нейтральны (не требуют отмывки после пайки). К недостаткам флюсов этого типа можно отнести неэффективность использования на окисленных деталях.
Всем известная канифоль является самым распространенным пассивным флюсом.
Активные флюсы не только улучшают растекаемость припоя и предотвращают образование оксидной пленки, но и способны эту пленку разрушать. Ввиду этого кислотные или щелочные флюсы нашли широкое применение для пайки сильно окисленных или мгновенно окисляющихся на воздухе металлов. Существуют даже вещества, снимающие при прогреве паяльником лак с эмалированного провода. Из недостатков этого типа флюсов можно отметить высокие коррозийные и электропроводящие свойства (флюс после пайки нужно обязательно смывать), опасность для человека.
Флюсы, выпускаемые промышленностью на основе кислот.
Какой флюс лучше использовать для пайки проводов? Если вы собираетесь работать с медью, то идеальным вариантом будет канифоль или раствор канифоли в спирте. Даже если провода старые, но их несложно зачистить до блеска, то все же лучше пользоваться канифолью. Она хороший диэлектрик и абсолютно не взаимодействует с металлом на химическом уровне.
Активный же флюс вам понадобится в том случае, если провода сильно окислились или выполнены из сплавов, плохо поддающихся пайке – никеля, стали, алюминия и пр. Хотя никто не запрещает пользоваться этими составами и для работы с обычной медью. Единственно, если не хотите, чтобы соединение развалилось через месяц-другой, не забудьте после работы тщательно промыть место пайки спиртом или бензином. Ну и, конечно, сразу же вымойте руки с мылом – кислота есть кислота, даже если она паяльная.
Пайка проводов
Инструменты и флюс подобраны и готовы к работе, осталось выяснить, как правильно паять паяльником провода. Пока разогревается инструмент, подготовьте проводники, которые решили соединить. Для этого их нужно аккуратно зачистить от изоляции не очень острым ножом или специальным инструментом. Выполняя эту операцию, старайтесь не повредить жилы. Это особенно важно, если провод многожильный – перерезая отдельные проводки, вы уменьшаете общее сечение провода.
Осмотрите место зачистки. Жилы медные, а металл имеет яркий «рыжий» цвет? Предварительное облуживание не потребуется. Плотно скрутите провода между собой. Если проводник мягкий, а жилки тонкие, то это можно сделать руками. В противном случае воспользуйтесь пассатижами:
Подготовка многожильной проводки к пайке.
Теперь нужно нанести на место скрутки паяльный флюс. Если вы пользуетесь жидким, к примеру, раствором канифоли в спирте, то используйте кисточку. Если канифоль твердая, то просто положите скрутку на кусочек канифоли и прижмите ее разогретым паяльником до легкого вплавления в канифоль. Теперь самая ответственная операция. Слегка обмакните жало в канифоль, а затем сразу же возьмите на него немного припоя. Прикоснитесь паяльником к будущему месту пайки и грейте соединение до тех пор, пока припой не начнет растекаться по проводу. Равномерно распределите расплав по всей скрутке. В результате у вас должно получиться что-то подобное:
Качественно спаянные проводники.
Если результат несколько отличается, не расстраивайтесь – с первого раза может получиться не совсем эстетично. Главное – припой равномерно растекся по проводкам, хорошо их смочил и пропитал скрутку. Все равно недовольны? Повторите операцию – снова нанесите канифоль и прогрейте место соединения, добавив припоя или, напротив, убрав лишний. Точно так же поступают и с одножильной или смешанной проводкой.
Теперь осталось решить вопрос как правильно спаять провода, если соединяемые проводки старые и сильно окислились. Прежде всего, постарайтесь качественно и до блеска зачистить жилки. Если провода одножильные, это несложно – достаточно ножа или мелкой наждачной бумаги. Но многожильный провод качественно зачистить не удастся, поэтому придется применить несколько иную технологию пайки паяльником – предварительное лужение с использованием кислотного флюса. Если такового под рукой не оказалось, воспользуйтесь таблеткой обычной ацетилсалициловой кислоты, именуемой в народе «аспирин».
Ацетилсалициловая кислота – отличный кислотный флюс для пайки.
Облуживание при помощи таблетки аспирина проводите в следующей последовательности:
- Освободите концы проводников от изоляции.
- По возможности зачистите окисленные провода до блеска.
- Если в проводнике много жил, плотно их скрутите между собой.
- Прижмите проводник к таблетке и прогрейте паяльником до появления дыма.
- Возьмите на жало немного канифоли, припоя и прогревая провод, хорошенько покройте его припоем, которого на жале должен быть минимум.
- Промойте облуженные концы проводов спиртом, чтобы удалить остатки кислоты.
После всех этих процедур в вашем распоряжении окажутся два одножильных проводка, готовых к пайке обычным образом:
Облуженные провода, готовые к пайке.
Осталось плотно их скрутить и спаять при помощи обычной канифоли.
Originally posted 2018-07-04 08:10:48.
Пайка медных проводов электрическим паяльником оловянно-свинцовым припоем и канифолью
Одним из лучших способов соединения медных проводов является пайка. Она обеспечивает высокую прочность и электропроводность. При этом пайку легче проводить, чем сварку, и она надежнее простой скрутки. Хотя в распределительных коробках провода часто соединяют с помощью самозажимных клемм типа WAGO, приемы пайки не помешает знать любому электрику.
Научиться паять медные провода можно за несколько минут, имея все необходимые материалы и приборы.
Суть процесса
 Суть процесса пайки состоит в том, что металлы соединяются между собой при помощи сплава, имеющего температуру плавления ниже температуры плавления соединяемых веществ.
Суть процесса пайки состоит в том, что металлы соединяются между собой при помощи сплава, имеющего температуру плавления ниже температуры плавления соединяемых веществ.
Во время пайки материалы подвергаются нагреванию до температуры плавления припоя. При этом обеспечивается очень сильная адгезия (прилипание) – свойство материалов сцепляться друг с другом на молекулярном уровне.
Однако не происходит плавление основных деталей и перемешивания их с материалом припоя, как происходит при сварке с использованием присадочного материала.
Паяльник и припой
Для пайки медных проводов традиционно используются паяльники. Существует несколько их видов, в том числе электрические и газовые. Пайка медных проводов осуществляется при помощи электрического паяльника с медным жалом. Этот инструмент представляет собой медный стержень, иногда с никелевым покрытием, который установлен в корпусе нагревательного элемента.

Нагревательный элемент работает от постоянного или переменного тока. Напряжение питания может варьироваться от 12 до 220 В. Для пайки медных проводов электропроводки в доме подходит самый обычный паяльник мощностью 60 Вт. Если надо спаять тонкие проводки электроприбора, то подойдет и менее мощный инструмент. Важно, чтобы он хорошо прогревал медный материал и расплавлял припой.
Чтобы обеспечить высокое качество пайки и прочность соединения, необходима неподвижность во время остывания расплавленного припоя. Провода можно держать руками, но удобнее использовать пинцет или зажимы.

Для пайки медных проводов применяют оловянно-свинцовый припой. Чаще всего это ПОС-61, но можно взять и ПОС-40. Маркировка указывает на состав – припой оловянно-свинцовый с содержанием олова 61%.

Припой обычно производится в прутках диаметром около 8 мм или в виде паяльной проволоки диаметром 2 мм. Нередко используют универсальный припой для пайки медных проводов, который выглядит как полая трубка из оловянно-свинцового сплава. Внутри такой трубки находится порошок из флюса.
Применение флюса
 Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Флюс не только очистит медные провода, но и создаст тонкую защитную пленку, препятствующую окислению материала.
Допускается применять как твердый флюс – сосновую канифоль, так и жидкий – различные виды паяльных кислот или самодельный состав.

Иногда, чтобы правильно и крепко припаять медные провода друг к другу или к какому-либо металлическому предмету, пользуются только жидким флюсом. Приготовить его можно, растворив обычную сосновую канифоль в этиловом спирте. Паяльную кислоту готовят самостоятельно, растворив гранулы цинка в соляной кислоте в пропорции 412 грамм цинка на 1 литр кислоты. Но лучше все-таки купить готовый флюс, соответствующий всем стандартам качества, поскольку принесение кислотных составов для медных проводов нежелательно.
Как правильно паять
Чтобы надежно спаять провода из меди, нужно подготовить паяльник. Если перед работой не облудить жало, то припой будет не прилипать, а скатываться шариками со стержня. Так происходит, потому что жало покрыто слоем оксида меди и нагара, образовавшегося во время предыдущей пайки.
Подготовка паяльника
 Некоторые специалисты для удобства работы точат жало плоским напильником, чтобы придать ему форму лопатки или плоской отвертки. Угол заточки должен быть 45-60 градусов.
Некоторые специалисты для удобства работы точат жало плоским напильником, чтобы придать ему форму лопатки или плоской отвертки. Угол заточки должен быть 45-60 градусов.
Необгораемое жало (вечное) ни в коем случае точить нельзя, для него используют специальные губки.
Очищенное механическим способом жало нужно нагреть, а потом залудить. Для этого его покрывают флюсом.
Если флюс твердый (канифоль), достаточно просто погрузить в него наконечник. Канифоль расплавится и покроет разогретую поверхность. После этого паяльником нужно прикоснуться к прутку припоя и разогреть его. Расплавленный припой покроет жало, защитив его от дальнейшего окисления.
Процедуру лужения паяльника необходимо повторять по мере образования нагара на нем. Происходит это потому, что температура жала намного выше температуры плавления припоя, и со временем он начинает подгорать. Чтобы уменьшить вероятность возникновения такого явления, рекомендуется применять паяльник с регулировкой температуры.
Подготовка проводов
 Соединяемые медные провода также нужно подготовить к пайке. Вначале снимают с концов изоляцию на расстоянии примерно 4 см, зачищают, скручивают между собой и проводят лужение. Медны провода можно залудить следующим образом:
Соединяемые медные провода также нужно подготовить к пайке. Вначале снимают с концов изоляцию на расстоянии примерно 4 см, зачищают, скручивают между собой и проводят лужение. Медны провода можно залудить следующим образом:
- нагреть скрутку паяльником;
- покрыть флюсом;
- нанести небольшое количество припоя, распределяя его по поверхности провода.
Действия аналогичны тем, какие совершаются при лужении жала паяльника. Если предстоит пайка многожильных медных проводов, то необходимо обязательно запастись именно жидким флюсом, так как покрыть всю поверхность медных «волосков» расплавленной твердой канифолью будет очень трудно. Чтобы получить качественное соединение, нужно нагреть многожильный провод и затем опустить его в жидкий флюс, который смочит всю поверхность, предназначенную для пайки.


Далее пайка многожильных и одножильных медных проводов осуществляется одинаково. Два или более соединяемых проводника нагреваются вместе, и на них наносится припой. После нанесения его необходимо на время остывания обеспечить неподвижность соединения. Не допускается ускорять остывание путем его смачивания или обдува воздухом.
Соединение меди и алюминия
При соединении пайкой медных и алюминиевых проводов можно столкнуться со множеством трудностей, преодолеть которые возможно будет, только применив альтернативные методы соединений.

Дело в том, что как алюминий, так и медь покрываются на воздухе оксидной пленкой. И если сами по себе эти пленки никак не влияют на состояние проводника и даже обеспечивают довольно неплохую проводимость, то соединяясь вместе, они способствуют возникновению мощной химической реакции. Под действием влаги, содержащейся в воздухе, в месте контакта оксидов алюминия и меди начинается процесс электролиза, то есть образуется электрический ток из-за того, что ионы обоих материалов обладают разными электрическими потенциалами.


Электрический ток является движением заряженных частиц – ионов и при их движении металлы в месте контакта разрушаются. При этом сильнее разрушается алюминий. Разрушение вызывает ухудшение контакта, а впоследствии увеличивается электрическое сопротивление соединения и оно нагревается. При сильной коррозии, когда непосредственный контакт между двумя материалами уже утрачен, возникает электрическая дуга, которая и довершает разрушение.
Соединять медь с алюминием рекомендуется только через третий, нейтральный материал. Чаще всего, для этого применяют стальные клеммники или зажимы.
Как правильно паять многожильные и одножильные провода паяльником
Рубрика: Все про пайку Опубликовано 13.02.2020 · Комментарии: 0 · На чтение: 3 мин · Просмотры:Post Views: 1 215
Пайка проводки не всегда простая задача. Начинающие радиолюбители часто прибегают к использованию паяльной кислоты. Это фатальная ошибка. Все провода паяются канифолью без каких-либо трудностей.
Пайка многожильных проводов
Многожильные проводники быстро нагреваются от паяльника и легко лудятся. Для пайки проводов понадобится стриппер (щипцы для зачистки проводов), паяльник, жидкая канифоль и припой.

Для этой работы выберите жало типа мини волна. Оно массивное, и так как потребуется много припоя и большая площадь прогрева.

Стриппером изоляция легко удаляется. Он не повреждает провода, отличие от бокорезов, плоскогубцев или лезвия.

Подготавливаем оба провода.
Нанесите жидкую канифоль на место соединения. Жидкая канифоль проникает внутрь проводков и тем самым повышает качество пайки. И канифоль дешевле любого другого флюса. Дорогих и качественных флюсов для такой пайки не требуется. Тем более, когда надо спаять сотню проводов. Температура пайки до 300 °C. С такой температурой паяльник не повредит изоляцию на проводе.
Температура пайки до 300 °C. С такой температурой паяльник не повредит изоляцию на проводе.
Наносим припой на паяльник и несколькими ровными движениями проходим по месту пайки. Время пайка не более 3 секунд. За это время канифоль успевает испариться. А без канифоли припой начнет собираться в кучки, и будет плохо паяться.
Если на контакте есть комки припоя и трещины, повторите процедуру заново. Дождитесь остывания контакта, иначе можно повредить кисточку от жидкой канифоли.
Другой способ
Альтернативный вариант — это лужение контактов перед их спаиванием. Такой метод снижает скорость работы, однако он позволяет добиться высокого качества пайки.
Скручиваем два провода в единую жилку отдельно друг от друга и залуживаем их припоем. Далее прислоняем их друг к другу, наносим канифоль и спаиваем.
Качество контакта получается выше, но припоя тратится больше.
Изоляция и термоусадки
Провода надо обязательно изолировать, будь это наушники или блок питания. Для этой цели подойдут термоусадки. Они бывают разных размеров, цветов и материалов.
Отрезаем термоусадку с запасом.
Закрываем контакт.
Если у вас паяльная станция, можно обойтись и 100 °C. Если нет, то можно использовать огонь от зажигалки или спички.
Нагреваем термоусадку с одного конца, плавно переходя на второй.
Термоусадка приклеивается к проводу.
Если нет термоусадки, то можно воспользоваться изолентой. А синяя изолента добавляет психологически +10% к прочности контакта.
Пайка одножильных проводов
Одножильные провода сложны в пайке тем, что они массивные. Например, витую пару намного сложнее спаять, чем многожильные провода от блока питания. Поэтому, будем использовать второй метод пайки.
Удаляем изоляцию с проводов.
Залуживаем повода по очереди. Главное не медлить, и паять быстро. Время пайки не дольше секунды. Каплей припоя пройдитесь с одного конца на другой.
Бесполезно повышать температуру выше 300 °C. Наступит перегрев и канифоль начнет испаряться быстрее.
Соединяем залуженные провода.
Наносим канфоль и спаиваем их с припоем от паяльника.
И в этом случае пайка должна быть быстрой, в одно касание. Иначе припой будет комками.
Финальный этап — термоусадка.
Итог
Паять провода не всегда просто. Тем не менее, не нужно использовать паяльную кислоту и ставить высокие температуры на жале паяльника. Всегда изолируйте провода, иначе случайное замыкание может вывести из строя устройство.
Post Views: 1 215
Как работает холодное тепло | HowStuffWorks
Один из лучших способов понять, как работает инструмент холодного нагрева, - это изучить, чем он отличается от традиционного паяльника. Электрические паяльники обычно имеют нагревательный элемент , аналогичный тому, что вы найдете в фене или тостере. Электрический ток проходит через нагревательный блок, а электрическое сопротивление вызывает нагрев блока.
Нагревателю требуется время, чтобы нагреть биту достаточно для использования.Также может потребоваться некоторое время, чтобы кусочек снова остыл. Отчасти это связано с природой самого тепла. Тепло - это изменение энергии внутри объекта. Нагревательный элемент нагревает биту, передавая в нее энергию. При этом молекулы биты начинают двигаться все быстрее и быстрее. По мере того, как бит остывает, он передает тепло окружающему воздуху, и его молекулы снова замедляются.
Объявление
Время, необходимое для остывания долота, также связано с его излучательной способностью .Излучательная способность - это мера того, насколько эффективно вещество может передавать тепло своему окружению. Материалы, используемые в паяльниках, такие как медь, хром и никель, имеют относительно низкий коэффициент излучения. Другими словами, они не очень эффективно выпускают тепло в воздух вокруг и охлаждают себя при этом.
Инструмент холодного нагрева отличается. Вместо того, чтобы вставлять его в розетку, ждать, пока он нагреется, и ждать, пока он снова остынет, вы просто включаете его, касаетесь припоя и вперед.Для случайного наблюдателя это невероятная особенность Cold Heat.
Но инструменты, которые делают то же самое, существуют уже довольно давно. Они называются инструментами для пайки сопротивлением , и вы даже можете узнать о планах сделать свои собственные в Интернете. В инструменте сопротивления используются два зонда, которые могут выглядеть как стержни, плоскогубцы или пинцет. Эти щупы пропускают ток через припой. Зонды и припой очень быстро нагреваются из-за сопротивления проходящему через них току.Удаление припоя разрывает цепь, и наконечники быстро остывают.
Инструмент «Холодное тепло» может показаться волшебным - некоторые известные объяснения того, как он работает, включают даже магию, - но все заслуги должны быть отданы электрическому сопротивлению. Инструмент использует те же принципы, что и инструмент для пайки сопротивлением, но в значительно менее дорогом корпусе. Далее мы рассмотрим это более подробно.
.Как делать пайку концов Litz Wire?
Изготовление паяльной лицевой проволоки происходит следующим образом.
- Пожалуйста, окуните лицевую проволоку, не удаляя эмалевое покрытие, в емкость для пайки (= горшок).
- Вы можете выбрать время погружения в соответствии с размером AWG литц-проволоки, как показано в таблице ниже.
- Банка для припоя состоит из прим. 60% (олово + сосновая смола) и 40% (свинец).
- Скорость погружения при пайке с погружением должна быть медленной, кроме того, она должна быть плавной, продуманной и непрерывной.
- Движение лицевого провода в направлении вниз приводит к тому, что он входит в паяльную ванну, и должно быть очень медленным и включать плоское горизонтальное движение, параллельное или в плоскости паяльной ванны.
- При погружении литцовой проволоки в ванну с расплавленным припоем пленочное покрытие удаляется. Оксид остается на поверхности припоя из-за эффектов высокого поверхностного натяжения. Загрязненный оксид также может оставаться на литц-проволоке, как описано выше, путем горизонтального движения.
- Наконец, наиболее важным является отделение (или снятие) приставших загрязнений, таких как пленочное покрытие и любое поверхностное окисление, с поверхности расплавленного припоя через соответствующие промежутки времени куском картона (или листового металла) для предотвращения окисления.
※ Таблица направляющих линий для пайки
| литц AWG размер | Номинальный диаметр (мм) | Время погружения в емкость для пайки (сек) | Температура припоя (℃) |
|---|---|---|---|
| 2 ~ 9 | 9,6520 ~ 4,2672 | 12 | 420 ~ 430 |
| 10 ~ 19 | 3,3020 ~ 1,2700 | 10 | 420 ~ 430 |
| 20 ~ 23 | 1.0287 ~ 0,7747 | 8 | 360 ~ 380 |
| 24 ~ 29 | 0,7112 ~ 0,4699 | 6 | 360 ~ 380 |
| 30 ~ 36 | 0,4318 ~ 0,2540 | 5 | 360 ~ 380 |
| 37 ~ 42 | 0,2413 ~ 0,1016 | 4 | 360 ~ 380 |
, ссылка 1-1. Простой метод пайки жидкостью FLUX (= легкое средство для снятия покрытия)
Порядок работы: 1) погружение в жидкость FLUX, 2) пайка, 3) холодная пайка и острый конец не допускаются, 4) вставьте трубку, чтобы предотвратить повреждение от окисления и коррозия
- процедура пайки лицевой проволокой
исх. 1-2.Метод пайки толстого кабеля
Нажмите, чтобы увеличить!- Пайка лицевой проволокой без холода
1-2-а. В случае многожильного кабеля или провода, оба конца провода должны быть широко растянуты, например веерообразно, для хорошей пайки.
1-2-б. Погрузите или опустите литц-кабель или провод в свинцовую ванну с расплавом прим. От 7 до 12 секунд, чтобы удалить пленку эмалевого покрытия с медной проволоки (небольшое количество нитей может составлять от 2 до 5 секунд).
- Пайка лицевой проволокой без холода
1-2-с.Литцевый кабель или провод, вынутые из свинцовой ванны с расплавленным свинцом, следует собрать в круглую форму с помощью круглогубцев.
1-2-д. Если форма не зафиксирована, как вы хотите, вы снова поместите ее в расплавленный свинец и повторите процесс c.
1-2-э. Вы можете прижать клемму к припаянным концам провода.
1-2-ф. Пожалуйста, проведите заключительные работы, чтобы прессованная клемма, включая оба конца провода, была полностью погружена в ванну со свинцовым расплавом для предотвращения холодной пайки и равномерного протекания тока.
- Пайка лицевой проволокой без холода
> Совет! : Вы можете использовать низкотемпературный лак, чтобы сократить время пайки, а также изменение сорта нейлона (= объемная пряжа, N-66), чтобы предотвратить образование сажи и жесткости на обоих концах тонкой проволоки.
Метод обжатия конца гибкого провода
1) Необходимо обеспечить стойкость к окислению (полиуретаном или силиконом) для предотвращения контакта с воздухом. В противном случае контакт с воздухом и влажностью должен вызвать высокое сопротивление и повышение температуры со временем.
2) Пожалуйста, сделайте контактную поверхность (или площадь) как можно шире при обжиме, чтобы обеспечить низкое сопротивление в самой обжимной контактной части.
Вы можете использовать средство для удаления эмалевого покрытия следующим образом, если емкость для пайки (= горшок) недоступна, например, AI-EIW, MW-35, 200, 220 ℃.

 Средство для удаления покрытия проволоки
Средство для удаления покрытия проволоки a) По типу диаметра проволоки
| Тип | Диаметр рулона (мм) |
|---|---|
| 1 мл | Φ0.2 ~ 0,8 |
| 3 мл | Φ0,6 ~ 2,0 |
| 5 мл | Φ1,2 ~ 4,0 |
б) Applicat
.13 распространенных проблем пайки печатных плат, которых следует избегать
Ручная пайка всегда считалась отличительным навыком в репертуаре гиковских навыков каждого производителя электроники. Пайка никогда не была ракетостроением. Это может быть интересное занятие для новичков, и при достаточной практике это навык легко освоить.
Хотя кто угодно может бросить припой на печатные платы, получите ли вы классные паяные соединения или просто пещерные соединения - это совсем другое дело.По мере того, как компоненты становятся меньше и компактнее, шансы возникновения проблем с пайкой возрастают. При пайке печатной платы старайтесь, чтобы готовое изделие имело следующие характеристики:
- Паяльная поверхность остается чистой;
- Паяные соединения должны обладать достаточной механической прочностью, чтобы паяные детали не выпали или не расшатались при вибрации или ударе;
- Пайка должна быть надежной и обеспечивать электропроводность. Это не только гарантия работоспособности изделия, но и предотвращение его выгорания в результате короткого замыкания.
И если ваша печатная плата будет использоваться для важного приложения, будет как никогда важно знать, как выглядит хорошее паяное соединение.
 Компоненты становятся все меньше и меньше…
Компоненты становятся все меньше и меньше… (Источник: Surfacemountprocess)
Вот руководство, которое поможет вам различать, что хорошо, а что нет, чтобы вы могли быть уверены, что избежите этих проблем с пайкой для своих домашних проектов или просто сможете провести оценку качества собранных печатных плат, полученных от третьей стороны.
Идеальные пайки
При поиске дефекты припоя, полезно иметь изображение идеального паяного соединения для сравнение.
Идеальное паяное соединение со сквозным отверстием - это как Hershey’s Поцелуй


Идеальное паяное соединение со сквозным отверстием
(Источник: unbrokenstring)
Идеальный паяное соединение для компонентов со сквозным отверстием представляет собой «вогнутый фланец», который имеет гладкая и блестящая вогнутая поверхность под углом от 40 до 70 градусов от горизонтально, что похоже на поцелуй Херши.Может быть достигается, когда паяльник нагрет до нужной температуры, с оксидом слой очищен от контактов печатной платы.
Идеальное паяное соединение для поверхностного монтажа
Точно так же хорошие паяные соединения SMD также имеют гладкие вогнутые галтели.
 Идеальное паяное соединение SMD
Идеальное паяное соединение SMD (Источник: poeth)
Следовательно, общие характеристики хорошего паяного соединения:
- Имеет хорошие и полное смачивание
- Имеет вогнутое скругление
- Блестящий и чистый
Плохие пайки
К сожалению, паяные соединения могут выйти из строя по-разному, так как припой всегда оказывается там, где ему не положено.
Качество паяных соединений для компонентов со сквозным отверстием(Источник: gaudi.ch)
1. Перемычка припоя


Паяные перемычки - сквозное отверстие и поверхностный монтаж
(Источник: Pimoroni, Youtube-Androkavo)
Из многих проблем, вызываемых все меньшими и меньшими компонентами, паяные перемычки занимают первое место в списке. Паяный мост образуется, когда две точки на печатной плате, которые не должны быть электрически соединены, непреднамеренно соединяются припоем во время пайки печатной платы.Это приведет к короткому замыканию, которое может вызвать различные повреждения, в зависимости от конструкции схемы.
Обычно это связано с чрезмерным нанесением припоя между соединениями или использованием слишком больших или слишком широких паяльных жал. Или неуместен угол, когда паяльник вынут. Идентификация паяного мостика иногда может быть сложной задачей, поскольку паяные мостики могут быть микроскопическими по размеру. Если оставить это незамеченным, это может привести к короткому замыканию и возгоранию компонента.
Паяльный мостик можно закрепить, удерживая припой в середине моста, чтобы расплавить припой, и протягивая его, чтобы сломать мост. Если паяльная перемычка слишком велика, излишки припоя можно удалить с помощью присоски для припоя.
Конечно, лучше всего предотвратить образование перемычек припоя; вы можете использовать правильную длину вывода для сквозных отверстий. Длина выводов, подходящая для вашего приложения, зависит от размера и толщины печатной платы, а также размера и качества компонентов; Кроме того, вы должны использовать правильный размер отверстия и диаметр площадки для деталей со сквозным отверстием.
2. Избыточный припой
 Избыточный припой легко распознать по круглой форме.
Избыточный припой легко распознать по круглой форме. (Источник: Androkavo, Youtube)
Если вы проявите излишний энтузиазм и нанесете слишком много припоя на штифт, вы получите избыточный налет, который характеризуется округлой и выпуклой формой. Прямая причина в том, что снятие припоя происходит слишком поздно.
Обычный новичок полагает, что чем больше припоя, тем лучше, но хотя большее количество припоя должно увеличить количество материала, образующего соединение, трудно понять, что на самом деле произошло под этой массой припоя.По-прежнему существует вероятность того, что ни штифт, ни площадка не смачиваются должным образом. С одной стороны, это расходует припой, с другой стороны, это увеличивает риск образования паяных мостиков и может содержать другие дефекты; Так что лучше перестраховаться, чем сожалеть. Достаточного количества припоя для надлежащего смачивания штифта и контактных площадок обычно достаточно, и вогнутая поверхность остается наилучшей формы, поскольку это позволяет нам лучше получить доступ к смачиванию соединения.
Следовательно, ключом к тому, чтобы избежать слишком большого количества припоя, является понимание времени вывода припоя.
3. Шариковый припой

Шарики припоя также являются одним из наиболее распространенных дефектов пайки, которые обычно возникают при пайке волной или оплавлением. Он выглядит как небольшая сфера припоя, которая прилипает к ламинату, резисту или поверхности проводника.
Шарики припоя могут быть вызваны многими факторами, в основном по следующим двум причинам:
- При пайке печатных плат влага возле сквозных отверстий на печатной плате превращается в пар из-за тепла.Если металлическое покрытие стенки отверстия тонкое или есть зазоры, водяной пар будет удален через стенку отверстия. Если в отверстии есть припой, водяной пар может выдавить припой и образовать шарики припоя на лицевой стороне печатной платы.
- Образование шарика припоя на обратной стороне печатной платы (сторона, контактирующая с гребнем волны) вызвано неправильной настройкой некоторых параметров процесса при пайке волной. Если количество покрытия флюса увеличивается или температура предварительного нагрева слишком низкая, это может повлиять на испарение компонентов флюса.Когда печатная плата входит в гребень волны, излишек флюса испаряется при высокой температуре, и припой выплескивается из ванны с оловом. На поверхности печатной платы образуются шарики припоя неправильной формы.
4. Холодное соединение
 Бугристый и тусклый холодный стык
Бугристый и тусклый холодный стык (Источник: Androkavo, Youtube)
Поверхность холодных стыков выглядит тусклой, бугристой и покрытой рябью. Обычно это вызвано тем, что к стыку передается недостаточное количество тепла для его полного расплавления, что может быть результатом ряда различных причин.Возможно, паяльнику или самому соединению не было предоставлено достаточно времени для достаточного нагрева, температура паяльника может быть недостаточно высокой, чтобы расплавить конкретный тип припоя (например, бессвинцовый припой имеет более высокую температуру плавления) или, это может быть результатом конструкции подушечек и самих следов. Например, контактная площадка, подключенная непосредственно к заземляющей пластине без учета теплового разгрузки, приведет к тому, что тепло паяльника будет отдано заземленной пластине. Если вы обнаружите стойкое паяное соединение, которое не разжижается, возможно, неисправна конструкция.
Холодное соединение - это то же самое, что и виртуальная сварка. В процессе производства сложно полностью обнажить. Часто требуется, чтобы пользователи использовали его в течение определенного периода времени, который может составлять дни, месяцы или даже годы. Это не только будет иметь очень плохие последствия, но и вызовет чрезвычайно серьезные последствия. Поскольку прочность холодной сварки низкая, проводимость невысока.
5. Перегрев стыка
 Обгоревшее паяное соединение (больше похоже на обгоревшую паяльную маску)
Обгоревшее паяное соединение (больше похоже на обгоревшую паяльную маску) Подобно тому, как слишком мало тепла вызывает шаткие суставы, слишком большое количество тепла также вызывает головную боль.Перегретые паяные соединения имеют белые паяные соединения, отсутствие металлического блеска и шероховатую поверхность. Перегрев паяных соединений может возникнуть в результате слишком высокой температуры паяльника или из-за того, что припой не течет, возможно, из-за того, что поверхность контактной площадки или вывода уже имеет слой оксида, что препятствует достаточной теплопередаче и, следовательно, заставляет вас нагревать сустав слишком долго. Будем надеяться, что нанесенный ущерб не будет серьезным (возможно, просто сгоревший флюс), но он может привести к полному поднятию контактных площадок, разрушению платы или необходимости дорогостоящего ремонта.Избегайте этого, выбирая правильную температуру паяльника и используйте флюс для очистки грязных стыков и контактных площадок.
6. Надгробие


Дефект надгробной плиты - поверхностный монтаж и сквозное отверстие
(Источник: Youtube - BermNarongGamer, Epectec)
Компонент с надгробием обычно представляет собой компонент для поверхностного монтажа, такой как резистор или конденсатор, одна сторона которого оторвана от контактной площадки. В идеале припой должен прикрепиться к обеим контактным площадкам и начать процесс смачивания.Но если припой на одной контактной площадке не завершил процесс смачивания, одна сторона компонента будет наклоняться набок, выглядя как надгробие, отсюда и ее зловещее название.
При пайке оплавлением все, что может привести к расплавлению паяльной пасты на одной контактной площадке раньше, чем на другой, может вызвать надгробие. Например, отсутствие терморазгрузочной конструкции или неодинаковая толщина дорожек, которые соединяются с контактными площадками. При пайке волной припоя компоненты с большими корпусами могут физически толкаться поступающей волной припоя, в результате чего компонент фиксируется как надгробие.Инженеры-компоновщики должны учитывать направление волны при проектировании плат, предназначенных для пайки волной припоя.
7. Недостаточное смачивание (сквозное отверстие)
 Подушечка и штифт не полностью смочены
Подушечка и штифт не полностью смочены Не полностью смоченные стыки являются слабыми и не образуют прочного соединения с доской. В идеале припой должен на 100% смачиваться контактной площадкой и штифтом, не оставляя открытых щелей или пустот. Недостаточное смачивание контактов и контактной площадки происходит из-за того, что не удается подвести тепло как к контакту, так и к контактной площадке, и не дает припою достаточно времени для растекания.Большинство причин заключается в том, что поверхность зоны сварки загрязнена, покрыта пятнами припоя, или на поверхности склеиваемого объекта образуется слой оксида металла. Методика ремонта заключается в том, чтобы тщательно очистить доску и равномерно нагреть колодку и штифт.
Продукты с проблемами недостаточного смачивания имеют низкую прочность, а цепь не подключена, не включается и не выключается.
8. Недостаточное смачивание (поверхностный монтаж)
 3 контакта справа не полностью смочены.Нагревались только выводы, поэтому припой не стекал на контактные площадки.
3 контакта справа не полностью смочены.Нагревались только выводы, поэтому припой не стекал на контактные площадки. Точно так же компоненты SMD также могут страдать от недостаточного смачивания. На изображении выше 3 контакта компонента SMD не имеют хорошего смачивания с соответствующими контактными площадками. Припой на штырях не попал на контактные площадки, так как штифт нагревался вместо контактной площадки. Это приведет к пропуску пайки или меньшему количеству сбоев при пайке, что может привести к выпадению компонентов.
Решение для устранения этого дефекта - нагреть площадку для пайки кончиком паяльника, а затем нанести еще припой, пока он не растечется и не расплавится вместе с припоем, уже находящимся на контакте.
9. Пайки для припоя
Припой заметно отсутствует на левой контактной площадке(Источник: Epectec)
Паяное соединение, которое не смачивается припоем, обычно называют скипом припоя. Между припоем и выводом компонента или с медной фольгой есть четкая разделительная линия, и припой углублен в сторону разделительной линии. Это происходит, когда припой пропускает контактную площадку для поверхностного монтажа, что приводит к разрыву цепи. Поверхность припоя, контактирующая с компонентом, похожа на воздушный шар, прижимающийся к стенам комнаты - в узком углу из-за высокого поверхностного натяжения расплавленного припоя.Причиной пропусков припоя может быть комбинация промахов в конструкции или во время производства.
Возможно, вы разместили контактную площадку неравного размера, или ваш производитель мог использовать неправильную высоту волны между вашей платой и волной пайки.
Вред в том, что это может привести к неправильной работе схемы.
10. Подъемные колодки
 (Источник: Китроник)
(Источник: Китроник) Поднятая площадка - это площадка для пайки, которая отсоединилась от поверхности печатной платы, возможно, из-за чрезмерного усилия на существующее соединение или из-за чрезмерного нагрева.Другая возможность заключается в том, что прокладка находится под компонентом, который находится в слепой зоне мастера по ремонту. Поэтому технический специалист может попытаться переместить компонент, потому что паяное соединение не видно во время операции, в результате чего площадка наклоняется.
С такими подушечками сложно работать, так как они очень хрупкие и легко могут оторваться от следа. Фактически, эти печатные платы были повреждены.
Если вы все еще хотите использовать эту печатную плату ,, вы можете попробовать решение.Следует приложить все усилия, чтобы приклеить площадку обратно к плате, прежде чем пытаться припаять к ней.
.
11. Отсутствие припоя
 Припой не полностью заполнил сквозное отверстие на этой фигуре
Припой не полностью заполнил сквозное отверстие на этой фигуре (Источник: Kitronik)
Как следует из названия, соединение с недостатком пайки не имеет достаточно припоя для образования прочного электрического соединения. Припой не образует гладкой переходной поверхности. Здесь вероятно, что провод был нагрет недостаточно, что привело к плохому соединению.Причин, по которым не хватает пайки, много, в том числе:
- плохая текучесть припоя или преждевременный выход припоя.
- Недостаточный поток.
- Слишком короткое время сварки.
Возможно, что это соединение будет работать, поскольку электрический контакт все еще установлен. Но механическая прочность невысока. Тем не менее, соединение с недостатком пайки может в конечном итоге выйти из строя, поскольку со временем развиваются трещины, которые ослабляют соединение. К счастью, спасти соединение с недостатком пайки не сложно.Просто разогрейте соединение и добавьте еще припоя.
12. Брызги припоя / лямки

Брызги пайки на следах (слева) и вокруг компонентов для поверхностного монтажа (справа)
(Источник: Workmanship.nasa & Texas Instruments)
Эти кусочки припоя прилипают к паяльной маске неаккуратными брызгами, создавая вид паутины. Эти резьбы неправильной формы вызваны недостаточным использованием флюса или наличием загрязняющих веществ на поверхности плат во время пайки волной припоя.Нестабильная температура паяльника также может вызвать это явление.
Брызги припоя / лямки могут вызвать короткое замыкание.
Если причина в том, что в проволоке для припоя слишком много флюсов канифольного типа, рекомендуется уменьшить количество добавок для проволоки. Если это связано с тем, что температура паяльника нестабильна, рекомендуется использовать стол паяльника с постоянной температурой. Конечно, важно также поддерживать чистоту поверхности досок.
13.Отверстия под штифты и газы

Дефект отверстия под штифт (слева) и дефект продувочного отверстия (справа)
(Источник: eptac)
Отверстия под штифт и дефекты газового пузыря можно легко распознать, поскольку они выглядят как отверстие в паяном соединении. Термины «штифт» или «выдувное отверстие» дают представление о размере отверстия, при этом «штифт» относится к маленьким отверстиям, а «выдувные отверстия» - к гораздо большим. Вместо того, чтобы быть результатом плохих навыков ручной пайки, в процессе пайки волной припоя обычно образуются штифты и горловины.Влага внутри плат превращается в газ во время пайки и выходит через припой, когда он все еще находится в расплавленном состоянии. Пустоты образуются, когда газ продолжает выходить после затвердевания паяного соединения. Цепь будет временно проводить, но она легко может стать причиной плохой проводимости в течение длительного времени. Некоторые способы, которые используются, чтобы избежать этой проблемы, - это запекание или предварительный нагрев плат для удаления влаги и наличие минимальной толщины медного покрытия около 25 мкм в сквозных отверстиях.
Что можно сделать, чтобы избежать проблем с пайкой?
Хотя не существует надежного метода для полного предотвращения проблем с пайкой, есть несколько полезных привычек, которые мы можем использовать во время проектирования и пайки печатных плат, чтобы снизить риск возникновения проблем с пайкой.
1. Обратите внимание на конструкцию паяльной маски
Обычно зеленый цвет, припой маскирует тонкое полимерное покрытие, наносимое на поверхность печатных плат для защиты меди от воздействия окружающей среды. Конечно, паяльная маска также может отображаться в разных цветах, включая зеленый, белый, синий, черный, красный, желтый и т. Д.В частности, паяльная маска не только играет роль паяльной маски, но также играет роль защиты от коррозии, влаги и плесени. Помимо предотвращения окисления, они также предотвращают образование паяных перемычек, так как припой плохо прилипает к покрытию. Следовательно, между контактными площадками может быть спроектирована паяльная маска для образования перемычки паяльной маски. Это особенно полезно для ИС и BGA, где зазор между контактными площадками может составлять всего несколько тысячных дюйма.

2.Разместите реперные знаки
Контрольные метки - это круглые отверстия в паяльной маске с круглой оголенной медью в центре, которые помещаются на плату печатной платы на этапе проектирования печатной платы. Для компонентов, требующих специальной обработки, имеются реперные метки на панели и отдельные компоненты. Машины Pick-and-Place рассматривают их как контрольные точки на печатной плате для выравнивания компонентов SMD на плате во время сборки. При правильном использовании точность размещения может быть улучшена. Точно так же, если реперные метки плохо спроектированы (например,грамм. неправильное размещение или недостаточное количество реперных точек), они могут привести к неправильной ориентации, увеличивая риск проблем с пайкой.
 Положение реперных знаков на печатной плате
Положение реперных знаков на печатной плате (Источник: pcb-3d)
3. Очистка и лужение кончика паяльника
Плохое обслуживание наконечников - одна из основных причин плохой пайки вручную соединений. Любые загрязнения или окисление на наконечнике снизят способность паяльника проводить тепло, что, в свою очередь, снизит качество ваших паяных соединений.Следовательно, важно заботиться о своих наконечниках для пайки. Перед тем, как приступить к пайке, не забудьте очистить кончик утюга, потерев его о чистящую салфетку. Если ваше паяльное жало уже сильно окислилось, вы можете использовать активатор для его спасения. Просто окуните его в пастообразную субстанцию, переместите и дайте абразиву сделать свою работу, и поверхность снова станет блестящей.
После этого кончик утюга следует залудить. Лужить наконечник утюга означает покрыть наконечник слоем припоя, чтобы защитить наконечник от окисления и улучшить его способность проводить тепло.Очищайте и залуживайте жало паяльника после каждых двух или трех паяных соединений и еще один раз в конце каждого сеанса пайки. Это продлит срок службы вашего паяльника и улучшит качество паяных соединений!
 Нет ничего лучше хорошего блестящего припоя
Нет ничего лучше хорошего блестящего припоя (источник: weller-tools)
4. Практика ведет к совершенству
Пайка - это навык, который улучшается по мере того, как вы тренируетесь! Вы можете сколько угодно практиковаться на старой печатной плате или доске для пайки, прежде чем приступить к реальным проектам, которые слишком дороги, чтобы их разрушить.Попробуйте различные методы, найдите способ, которым паяльник лучше всего ложится в вашу руку, определите, как долго вам нужно держать припой и наконечник на месте, и сделайте множество ошибок.
Чтобы сделать пайку более удобной, компания Seeed выпустила миниатюрный паяльник в форме ручки. Благодаря встроенным в рукоятку дисплею температуры и схемам управления пайка становится еще более увлекательной и беспроблемной.


Откажитесь от тяжелых паяльников ради этого миниатюрного!
5.Работа с хорошей сборкой печатных плат
Если ручная пайка и поиск компонентов для ваших собственных компонентов слишком сложны, или если вы думаете, что работа с крошечными компонентами выходит за рамки возможностей вашего простого смертного глаза, всегда есть возможность работать с профессиональным сборщиком печатных плат, который опытен и знаком с подводными камнями сборки печатных плат. Обладая 10-летним опытом работы в отрасли, служба сборки печатных плат (PCBA) Seeed Fusion PCB может быстро найти компоненты и собрать для вас полную плату.
Это все, что у нас есть на данный момент. У вас есть плохо зарубленный припой, которым вы хотели бы поделиться? Поделитесь ими в разделе комментариев ниже!
Следите за нами и ставьте лайки:
Продолжить чтение
.Electronics Club - Руководство по пайке
Electronics Club - Руководство по пайке - как пайка, меры предосторожности, теплоотвод, демонтаж, обработка ожоговКак паять | Радиатор | Компоненты | Припой | Демонтаж | Бернс
Информацию о паяльниках и других инструментах см. На странице Инструменты.
Загрузите PDF-версию этой страницы: Руководство по пайке (PDF)
Как паять
Сначала несколько мер предосторожности:
Никогда не прикасайтесь к элементу или наконечнику паяльника. Они очень горячие (около 400 ° C) и могут вызвать неприятный ожог.
Соблюдайте осторожность, чтобы не прикасаться кончиком утюга к гибкому трубопроводу. Утюг должен иметь термостойкий изгиб для дополнительной защиты. Обычный пластик flex сразу же расплавится, если к нему прикоснуться горячим утюгом, и возникнет серьезный опасность ожога и поражения электрическим током.
Всегда возвращайте паяльник на подставку, когда он не используется. Никогда не кладите его на рабочий стол, даже на мгновение!
Работайте в хорошо вентилируемом помещении. Дым, образующийся при плавлении припоя, в основном возникает из-за флюса и вызывает сильное раздражение. Не дышите им, держите голову сбоку от работы, а не над ней.
Вымойте руки после использования припоя. Традиционный припой содержит свинец, который является ядовитым металлом.
Если вы получили ожог, см. «Первая помощь при ожогах».
Настоятельно рекомендую использовать паяльник с термостойким силиконовым кабелем в целях безопасности, потому что он не расплавится при случайном прикосновении к горячему утюгу.
Например, паяльник 230В от Rapid Electronics: паяльник
Подготовка паяльника:
Поместите паяльник в подставку и подключите. Утюгу потребуется несколько минут, чтобы достичь своей рабочей температуры около 400 ° C.
Смочите губку в подставке. Лучший способ сделать это - приподнять подставку и подержать под струей холодной воды. на мгновение, затем нажмите, чтобы удалить лишнюю воду. Он должен быть влажным, а не мокрым.
Подождите несколько минут, чтобы паяльник нагрелся. Вы можете проверить, готов ли он, попробовав немного расплавить припой на наконечнике.
Протрите кончик утюга влажной губкой. Это очистит наконечник.
Расплавьте немного припоя на кончике утюга. Это называется лужением, и оно помогает теплу отводиться от кончика утюга. к суставу. Это нужно делать только тогда, когда вы подключаете утюг, и иногда во время пайки, если вам нужно протереть наконечник о губку.
Теперь вы готовы приступить к пайке:
Держите паяльник, как ручку, у основания ручки (представьте, что вы собираетесь написать свое имя). Не прикасайтесь к горячему элементу или наконечнику.
Коснитесь паяльником соединяемого соединения. Убедитесь, что он касается как вывода компонента, так и дорожки. Держи кончик там на несколько секунд и ...
Нанесите немного припоя на соединение. Он должен плавно перетекать на свинец и гусеницу, чтобы сформировать форму вулкана, как показано на рисунке. на диаграмме.Наносите припой на соединение, а не на железо.
Удалите припой, затем утюг, сохраняя соединение неподвижным. Прежде чем перемещать монтажную плату, подождите несколько секунд, пока соединение остынет.
Внимательно осмотрите соединение. Он должен выглядеть блестящим и иметь форму вулкана. Если нет, вам нужно будет разогреть его. и подайте еще немного припоя. На этот раз убедитесь, что и ведут и отслеживают полностью нагреваются перед нанесением припоя.
Если вы получили ожог, см. Раздел «Первая помощь при ожогах» ниже.
Не хватает денег на проекты в области электроники? Продайте свой старый iPhone, iPad, MacBook или другое устройство Apple: macback.co.uk
Использование радиатора
Некоторые компоненты, такие как транзисторы, могут быть повреждены нагреванием при пайке, поэтому, если вы не специалист, разумно использовать радиатор, закрепленный на проводе между стыком и тело компонента. Можно купить специальный инструмент, но стандартный зажим «крокодил» (без пластиковой крышки). работает так же хорошо и дешевле.
Радиатор работает, забирая часть тепла от паяльника и этого помогает предотвратить чрезмерное повышение температуры компонента.
Rapid Electronics: зажим "крокодил"
Рекомендации по пайке компонентов
Очень заманчиво сразу приступить к пайке компонентов на печатной плате, но сначала найдите время, чтобы определить все детали. Наклеивая их на лист макулатуры и обозначение каждого из них имеет смысл, и вы с меньшей вероятностью сделаете ошибку, если сделаете это.
Некоторые ИС чувствительны к статическому электричеству и будут поставляться в антистатической упаковке - оставьте эти микросхемы в упаковке до тех пор, пока они вам не понадобятся, затем заземлите руки, прикоснувшись к металлическому водопроводную трубу или оконную раму перед работой с ИС.
- Наклейте компоненты на бумагу с помощью липкой ленты.
- Определите каждый компонент и напишите рядом с ним его имя или значение.
- При необходимости добавьте метки (R1, R2, C1 и т. Д.), Используемые на схеме проекта.
- Значения резистора можно найти с помощью цветового кода. объяснено на странице резисторов.Вы можете сделать свой собственный калькулятор цветового кода.
- Значения конденсатора могут быть немного сложнее, различные системы маркировки объяснено на странице конденсаторов.
Некоторые компоненты требуют особого ухода при пайке.
Многие должны быть размещены правильно, а некоторые могут быть легко повреждены жаром от пайки.
В таблице приведены рекомендации по различным компонентам и предлагаемый порядок их установки. на борту. Как правило, лучше начинать с мельчайших деталей, но не для полосового картона. полезно начать с держателя (держателей) ИС в качестве ориентира для других деталей.
Связи проволочные
Соединения проводов между точками на плате можно выполнить с помощью одножильного провода с пластиковым покрытием, который потребуется зачистить, или луженую медную проволоку, если звено не касается других частей. Луженая медная проволока выглядит как припой, но вы можете Почувствуйте разницу, он жестче припоя (и не плавится).
Провода к частям вне платы должны быть гибкими, поэтому для них используйте многожильный провод с пластиковым покрытием, популярным типом является проволока 7 / 0,2 мм (7 жил по 0.Проволока диаметром 2 мм). Одножильный провод непригоден, так как он ломается при многократном сгибании.
Rapid Electronics: набор проводов 7 / 0,2 мм
| Пайка компонентов Установите компоненты на плату в таком порядке: |
| 1. Держатели микросхем Подключите правильно - выемка напомнит вам, в какую сторону установить ИС. Пока НЕ вставляйте микросхемы. |
| 2. Резисторы Подключите в любом направлении. |
| 3. Конденсаторы малой емкости Конденсаторы малой емкости (<1 мкФ) не поляризованы. Подключите в любом случае. |
| 4. Электролитические конденсаторы (1 мкФ +) Подключите правильным образом, поищите плюс или минус рядом с одним проводом. Они могут быть радиального типа (оба вывода на одном конце) или осевого типа (выводы на каждом конце). |
| 5. Диоды Подключите правильно. Полоса обозначает катод (линия на символе), обычно обозначаемый буквой k на диаграммах. Для германиевых диодов используйте радиатор. |
| 6. Светодиоды Подключите правильно, катод - это короткий провод. На диаграмме будет отображаться или + для анода, и k или - для катода. |
| 7. Транзисторы Транзисторы имеют 3 ножки (вывода), поэтому будьте особенно осторожны, чтобы правильно их подключить. Они могут быть повреждены теплом, используйте радиатор, пока не сможете быстро паять. |
| 8. Проволочные перемычки Связи между точками на плате могут быть выполнены одножильным проводом с пластиковым покрытием, или луженую медную проволоку, если звено не касается других частей. |
| 9. Детали с собственными проводами Зажимы аккумулятора, зуммеры и т. Д. При необходимости подключите правильным образом. |
| 10. Провода к частям вне платы Используйте многожильный провод для переключателей, реле, громкоговорители, переменные резисторы и т. д. |
| 11. Микросхемы (микросхемы) Подключите правильно, ищите выемку или точку рядом с контактом 1. Убедитесь, что все штифты выровнены с гнездом, прежде чем сильно надавить на него большим пальцем. |
Что такое припой?
Традиционный припой представляет собой сплав (смесь) олова и свинца, обычно 60% олова и 40% свинца. Плавится при температуре около 200 ° C.
Современный бессвинцовый припой представляет собой сплав олова с другими металлами, включая медь и серебро. Плавится при температуре около 220 ° C.
Покрытие поверхности припоем называется «лужением» из-за содержания в припое олова.
Фотография © Rapid Electronics
Всегда мойте руки после использования припоя , это особенно важно для традиционных припой, так как он содержит токсичный свинец.
Наилучший размер припоя для электроники - 22 swg (swg = стандартный калибр провода) и Я рекомендую использовать бессвинцовый припой.
Rapid Electronics: бессвинцовый припой
Припой для электроники содержит крошечные сердечники из флюса, похожие на провода внутри гибкого кабеля. Флюс вызывает коррозию, как кислота, и очищает металлические поверхности по мере плавления припоя. Вот почему вы должны плавить припой непосредственно на стыке, а не на наконечнике железа. Без флюс выйдет из строя, потому что металлы быстро окисляются, а сам припой не правильно стечь на грязную окисленную металлическую поверхность.
Удаление припоя
На каком-то этапе вам, вероятно, потребуется отпаять соединение, чтобы удалить или переместить провод или компонент. Удалить припой можно двумя способами:
1. С демонтажным насосом
Также известен как «присоска для припоя». Лучше всего использовать один с ESD (электростатический разряд). насадка для защиты некоторых микросхем, которые могут быть повреждены статическим электричеством.
- Настройте насос, нажав на подпружиненный плунжер вниз до фиксации.
- Приложите к стыку сопло насоса и наконечник паяльника.
- Подождите секунду или две, чтобы припой расплавился.
- Затем нажмите кнопку на насосе, чтобы освободить поршень и всосать расплавленный припой в инструмент.
- Повторите, если необходимо, чтобы удалить как можно больше припоя.
- Время от времени необходимо опорожнять насос, открутив насадку.
Rapid Electronics: насос для удаления припоя
С помощью демонтажного насоса (присоски для припоя)
2.С оплеткой для удаления припоя
Медная оплетка действует как фитиль для расплавленного припоя, который легко стекает по оплетке вдали от стыка.
- Прикрепите к стыку конец медной оплетки и наконечник паяльника.
- По мере плавления припоя большая часть его будет стекать на оплетку в сторону от стыка.
- Снимите сначала оплетку, затем паяльник.
- Отрежьте и выбросьте конец оплетки, покрытой припоем.
Rapid Electronics: оплетка для удаления припоя
После удаления большей части припоя из стыка (-ов) вы можете удалить провод или компонентный провод (подождите несколько секунд, чтобы он остыл).Если соединение не разваливается, легко примените паяльник, чтобы расплавить оставшиеся следы припоя одновременно с разъединением стыка, снятием осторожность, чтобы не обжечься.
Первая помощь при ожогах
Большинство ожогов от пайки, вероятно, будут незначительными, и лечение простое:
- Немедленно охладите пораженный участок под слабой струей холодной воды.
Подержите ожог в холодной воде не менее 5 минут (рекомендуется 15 минут).Если лед легко доступен, это тоже может быть полезно, но не откладывайте первый охлаждение холодной водой. - Не применять кремы или мази.
Ожог лучше заживет без них. Сухая повязка, например, чистый носовой платок, может применяться, если вы хотите защитить участок от грязи. - Обратитесь за медицинской помощью, если ожог охватывает область больше, чем ваша рука.
Для снижения риска ожогов:
- Всегда возвращайте паяльник на подставку сразу после использования.
- Дайте соединениям и компонентам примерно минуту остыть, прежде чем прикасаться к ним.
- Никогда не прикасайтесь к элементу или наконечнику паяльника, если вы не уверены, что он холодный.
Rapid Electronics любезно разрешили мне использовать их изображения на этом веб-сайте, и я очень благодарен за их поддержку. У них есть широкий ассортимент компонентов, инструментов и материалов для электроники, и я рад рекомендую их как поставщика.
Политика конфиденциальности и файлы cookie
Этот сайт не собирает личную информацию.Если вы отправите электронное письмо, ваш адрес электронной почты и любая личная информация будет используется только для ответа на ваше сообщение, оно не будет передано никому. На этом веб-сайте отображается реклама, если вы нажмете на рекламодатель может знать, что вы пришли с этого сайта, и я могу быть вознагражден. Рекламодателям не передается никакая личная информация. Этот веб-сайт использует некоторые файлы cookie, которые классифицируются как «строго необходимые», они необходимы для работы веб-сайта и не могут быть отклонены, но они не содержат никакой личной информации.Этот веб-сайт использует службу Google AdSense, которая использует файлы cookie для показа рекламы на основе использования вами веб-сайтов. (включая этот), как объяснил Google. Чтобы узнать, как удалить файлы cookie и управлять ими в своем браузере, пожалуйста посетите AboutCookies.org.
electronicsclub.info © Джон Хьюс 2020
Веб-сайт размещен на Tsohost
.Практическая электроника / пайка - Викиучебники, открытые книги для открытого мира
Из Wikibooks, открытые книги для открытого мира
Перейти к навигации Перейти к поиску| Ищите Практическая электроника / пайка в одном из родственных проектов Викиучебника: Викиучебник не имеет страницы с таким точным названием. Другие причины, по которым это сообщение может отображаться:
|