
Класс точности штангенциркуля
Штангенциркуль классификация и применение
Штангенциркули. Виды. Устройство. Измерения.
При производстве строительных работ или мелкого ремонта часто требуются измерительные инструменты. Обычно ими являются линейки или рулетки. Но при измерении диаметра трубы или глубины отверстия эти инструменты не подходят. Для таких целей служат более точные измерительные приборы – штангенциркули.
Такой прибор является универсальным. С его помощью можно измерить внешние и внутренние размеры деталей. Штангенциркули приобрели широкую популярность в быту, так как он имеет простое устройство и удобен в пользовании. С помощью такого прибора можно быстро и легко произвести измерение с высокой точностью.
Устройство штангенциркуля
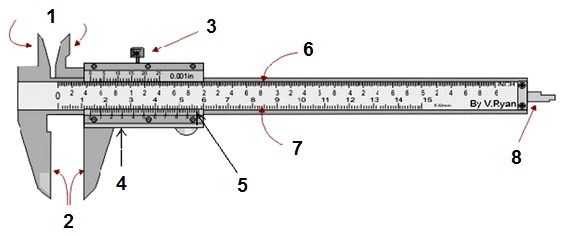
1 — Губки для внутренних измерений
2 — Губки для наружных измерений
3 — Зажимной винт
4 — Подвижная рамка
5 — Нониус
6 — Штанга
7 — Шкала штанги
8 — Глубинометр
У всех аналогичных штангенциркулю инструментов имеется измерительная штанга, благодаря которой прибор получил такое название. На штанге имеется основная шкала, которая необходима при измерении в первую очередь.
Подвижная рамка с нанесенной шкалой имеет возможность перемещаться по штанге. Шкала на штанге называется нониусом, который имеет более точную разметку по долям делений. Это обеспечивает повышенную точность измерений. Степень точности штангенциркуля в зависимости от исполнения может достигать сотых долей миллиметра.
Штангенциркули имеют губки двух видов:
• Для измерения внутренних размеров.
• Для измерения наружных размеров.
Также имеется еще один измерительный элемент прибора, который называется глубиномером. С помощью него можно измерить глубину отверстий и другие размеры.
Цифровые штангенциркули устроены аналогичным образом. Однако вместо нониуса применяется цифровая шкала, повышающая удобство применения и точность измерения прибором.

1 — Зажимной винт
2 — Батарейка
3 — Ролик изменения длинны
4 — Обнуление
5 — Вкл/Выкл
6 — Переключение мм/дюймы
Как и все измерительные приборы, цифровые приборы оснащены шкалой с ценой деления 0,01 мм. Допустимой погрешностью считается отклонение результата измерения в меньшую или большую сторону на 10%. В промышленности все измерительные инструменты каждые полгода подвергаются метрологическому контролю.
В торговой сети продаются штангенциркули, упакованные в футляре. При приобретении инструмента рекомендуется осмотреть измерительные губки. Они должны быть ровными, и при их сжатии не должно быть просвета.
Шкала нониуса при сомкнутых губках должна находиться в нулевом положении. Линии отметки делений шкалы по нониусу должны быть нанесены четко. В комплект прибора должен входить паспорт с отметкой о произведенной поверке на точность.
Виды и особенности
Основные виды штангенциркулей:
Существует несколько подвидов различных штангенциркулей в зависимости от размеров, конструктивных особенностей и принципа действия. Ниже рассмотрим основные разновидности таких измерительных приборов.
ШЦ-I Нониусный
Это наиболее простая и популярная модель прибора, которая широко используется в промышленном производстве. Отсчет показаний ведется по шкале нониуса. Его называют «колумбиком» по названию фирмы изготовителя, которая производила инструмент в военное время (Columbus).
Прибором можно измерить внутренние, наружные размеры, глубину. Интервал измерений составляет от 0 до 150 мм. Точность измерений достигает 0,02 мм.
ШЦЦ-I
Эта цифровая модель измерительного инструмента с жидкокристаллическим дисплеем имеет аналогичную конструкцию классического штангенциркуля. Интервал измерений 0-150 мм. Одним из его преимуществ можно назвать более высокую точность показаний при измерении за счет наличия цифрового дисплея.
Удобство использования такого цифрового прибора заключается в том, что в любой точке измерения можно обнулить индикатор. Также легко одной кнопкой можно переключать метрическую систему на дюймовую.
При покупке цифровой модели необходимо обратить внимание на наличие нулевых показаний при сведенных губках, а также при затянутом стопорном винте цифры на дисплее не должны прыгать.
ШЦК-I
В такой конструкции штангенциркуля присутствует поворотный индикатор с круглой шкалой, цена деления которой 0,02 мм. Такими штангенциркулями удобно пользоваться при частых измерениях на производстве. Стрелка индикатора хорошо видна для быстрого контроля результата, не имеет скачков, в отличие от цифровых моделей при этом хорошо видна и не требуется производить вычисления как на нониусных инструментах. Этим прибором особенно удобно пользоваться в отделе технического контроля для замеров аналогичных типовых размеров.
ШЦ-II

Такие линейки используются для измерения внутренних и наружных размеров, а также для работ по разметке деталей перед обработкой. Поэтому на их губках имеются насадки, выполненные из твердого сплава для защиты их от быстрого износа. Интервал измерения серии приборов ШЦ-II находится в пределах 0-250 мм и точностью измерения 0,02 мм.
ШЦ-III и ШЦЦ-III

Большие детали измеряются чаще всего такой моделью инструмента, так как точность измерений у него выше остальных моделей и составляет 0,02 мм для механических приборов, и 0,01 мм для цифровых.
Наибольший размер для измерения составляет 500 мм. Губки в таких моделях направлены вниз, и могут иметь длину до 300 мм. Это дает возможность производить измерения деталей в широких пределах.
Штангенциркули специального назначения
Коротко рассмотрим несколько специализированных моделей штангенциркулей, предназначенных для специальных видов работ. В торговой сети такие приборы появляются довольно редко.
• ШЦЦТ – применяется для замеров труб, его называют трубным штангенциркулем.
• ШЦЦВ — для измерения внутренних размеров, имеет цифровой дисплей.
• ШЦЦН – модель, аналогичная предыдущему прибору, служит для измерения наружных размеров.
• ШЦЦУ — универсальный цифровой измеритель, в комплект входит комплект насадок для труднодоступных измерений: межцентровых расстояний, стенок труб, наружных и внутренних размеров и т.д.
• ШЦЦД – прибор для измерения толщины тормозных дисков и деталей с наличием различных выступов.
• ШЦЦП — штангенциркуль применяется для измерения глубины протектора шин автомобилей.
• ШЦЦМ – штангенциркуль, предназначенный специально для замеров межцентровых расстояний.
Правила пользования штангенциркулем
-
- Проверить инструмент. Для этого губки штангенциркуля свести вместе и проверить точность их смыкания на наличие между ними просвета.
- Инструмент взять в правую руку, а измеряемую деталь в левую руку.
- Для измерения внешнего размера детали, необходимо развести нижние губки инструмента и расположить между ними контролируемую деталь. При этом следует быть осторожным, так как края губок острые, и можно получить травму при неаккуратном обращении с инструментом.
- Губки штангенциркуля сжать до соприкосновения с деталью. Если материал изготовления детали имеет мягкую структуру, то сильное сжатие губок приведет к неточности измерения. Поэтому губки необходимо сдавливать осторожно, только до соприкосновения с поверхностью детали. Для передвижения рамки штангенциркуля используют большой палец руки.
- Проверить расположение губок относительно детали. Они должны находиться на равном расстоянии от краев детали, наличие перекосов инструмента не допускается.
- Зафиксировать винт, предназначенный для зажима подвижной рамки. Это позволяет сохранить положение рамки для точных результатов измерения. Затягивать винт целесообразно большим и указательным пальцем, одновременно этой же рукой удерживать инструмент в одном положении, чтобы не сдвигать его для обеспечения точности измерения.
- Отложить деталь в сторону, а зафиксированный штангенциркуль без детали взять для снятия результатов замера.
- Этап снятия показаний инструмента является очень важным, так как неточность при измерении может привести к серьезным последствиям на производстве.
Штангенциркуль расположить прямо перед глазами.
1 — Шкала штанги
2 — 21 деление
3 — Шкала нониуса
На рисунке изображен порядок измерения. Слева показаны губки для внешних замеров с измеряемой деталью, а справа изображены шкалы: нониусная и основная. Их деления и определят результат измерения.
— Сначала необходимо подсчитать количество целых миллиметров. Для этого нужно найти на шкале штанги деление, которое находится наиболее близко к нулю нониуса. Это деление указано первой верхней стрелкой красного цвета. В нашем случае эта величина равна 13 мм. Это значение необходимо запомнить, либо записать.
— Далее нужно вычислить доли миллиметра. Для этого на шкале нониуса надо найти деление, совпадающее с делением на шкале штанги. Это деление на рисунке показано второй красной стрелкой.
— Далее необходимо определить номер деления по порядку, для нашего случая получается 21.
— Затем нужно это число умножить на цену деления шкалы нониуса. В нашем примере цена деления 0,01 мм.
— Теперь необходимо подсчитать точную величину измерения, определенного штангенциркулем. Для этого нужно сложить целое число с долями миллиметра. В результате получается 13,21 мм.
- По окончании работы с инструментом очистить его, ослабить винт, сомкнуть губки и положить в чехол. Если инструмент будет долго храниться, то рекомендуется обработать его антикоррозийным раствором.
При наличии циферблатного или цифрового штангенциркуля процесс измерения становится намного проще, так как рассчитывать ничего не нужно, готовый результат будет виден на дисплее или на циферблате.
|
|
Штангенциркуль ШЦ-I. Паспорт | PRO-TechInfo
Назначение.
Штангенциркуль ШЦ-I с двусторонним расположением губок предназначен для измерения наружных и внутренних размеров, а также для измерения глубин. Применяется для измерений, не требующих высокой точности, абсолютным методом. Допускается оснащать штангенциркули приспособлениями или вспомогательными измерительными поверхностями для расширения функциональных возможностей (измерения высот, уступов и др.). Наружные измерения производятся с помощью нижних губок, внутренние – с помощью “острых” губок, глубина – с помощью глубиномера.
Пример условного обозначения штангенциркуля типа I с диапазоном измерения 0-150 мм и значением отсчета по нониусу 0,1 мм, класса точности 1:
Штангенциркуль ШЦ-I-150-0,1-1
Технические характеристики.
Штангенциркули изготавливаются из углеродистой или нержавеющей стали, с дюймовой и метрической шкалой. Штангенциркули изготавливаются двух типов по виду стопорения: со стопорным винтом и курковым механизмом. Штангенциркули ШЦ-I по ISO 9002 изготавливаются из углеродистой с хромовым покрытием и нержавеющей стали, со значением отсчёта по нониусу 0,05 мм и 0,1 мм, 1 и 2 классов точности, с дюймовой и метрической шкалами. Твёрдость измерительных поверхностей инструментальной и конструкционной стали не менее 51,5 HRC.
Технические характеристики приведены в таблице 1.
Таблица 1 — Технические характеристики штангенциркулей ШЦ-I
| Модель | Пределы измерения, мм (дюйм) | Цена деления нониуса, мм (дюйм) | Погрешность измерений, мм | Габариты, мм | Масса, кг | |
| I класс | II класс | |||||
| ШЦ-I-125-0,1 | 0-125 (0-5”) | 0,1 (1/128”) | ±0,05 | ±0,1 | 205×80×15 | 0,14 |
| ШЦ-I-125-0,02 | 0-125 | 0,02 | ±0,02 | — | 205×80×15 | 0,14 |
| ШЦ-I-125-0,05 | 0-125 (0-5”) | 0,05 (0,001”) | ±0,05 | — | 205×80×15 | 0,14 |
| ШЦ-I-150-0,1 | 0-150 (0-6”) | 0,1 (1/128”) | ±0,05 | ±0,1 | 235×80×15 | 0,17 |
| ШЦ-I-150-0,02 | 0-150 | 0,02 | ±0,02 | — | 235×80×15 | 0,17 |
| ШЦ-I-150-0,05 | 0-150 (0-6”) | 0,05 (0,001”) | ±0,05 | — | 235×80×15 | 0,17 |
| ШЦ-I-200-0,1 | 0-200 (0-8”) | 0,1 (1/128”) | ±0,05 | ±0,1 | 285×95×15 | 0,41 |
| ШЦ-I-200-0,02 | 0-200 | 0,02 | ±0,02 | — | 285×95×15 | 0,41 |
| ШЦ-I-200-0,05 | 0-200 (0-8”) | 0,05 (0,001”) | ±0,05 | — | 285×95×15 | 0,41 |
| ШЦ-I-250-0,1 | 0-250 (0-10”) | 0,1 (1/128”) | ±0,05 | ±0,1 | 335×110×15 | 0,55 |
| ШЦ-I-250-0,02 | 0-250 | 0,02 | ±0,02 | — | 335×110×15 | 0,55 |
| ШЦ-I-250-0,05 | 0-250 (0-10”) | 0,05 (0,001”) | ±0,05 | — | 335×110×15 | 0,55 |
Условия эксплуатации.
3.1. Температура рабочего пространства в процессе измерения должна быть (20±15)˚С.
3.2. Относительная влажность воздуха не более 80% при температуре 25˚С.
3.3. Содержание в окружающей среде агрессивных газов и паров не допускается.
Комплектность.
В комплект прибора входят:
- штангенциркуль;
- футляр;
- паспорт.
Устройство и принцип работы.
5.1. Штангенциркуль имеет две шкалы и микровинтовое устройство для тонкой регулировки рамки. Основная шкала нанесена на штанге с делениями через 1 мм, вторая шкала – на нониусе, который закреплен на рамке. Фиксация рамки производится при помощи стопорного винта. Плавное перемещение рамки обеспечивается пружиной, расположенной внутри рамки.
5.2. Наружные размеры измеряются при помощи нижних губок. Верхние губки применяются для измерения внутренних размеров. Для разметочных работ используются обе пары губок.
5.3. Отсчет размеров производится методом непосредственной оценки совпадения деления шкалы с делениями нониуса.
Рис.1. Схема измерения
5.4. Измерение с помощью штангенциркуля различных элементов конструкции (диаметров отверстия или вала, межцентрового расстояния, глубины отверстия и т.п.) проводят следующим образом: при отстопоренном винте 5 перемещают по штанге 1 нониус 6, приводят в соприкосновение с поверхностями измеряемых деталей измерительные поверхности штанги и нониуса 2 и 3 или соединенного с нониусом измерительного стержня 7. В этом положении необходимо застопорить рамку нониуса 6 винтом 5 и снять отсчет со шкалы прибора.
Указание мер безопасности.
Во избежание травматизма не проводить измерения на ходу станка, при движении режущего инструмента и при вращении измеряемой детали.
Подготовка к работе.
7.1. Ознакомиться перед началом работы с паспортом на штанген-циркуль.
7.2. Протереть штангенциркуль, удалить смазку ветошью, смоченной в бензине (особенно тщательно с измерительных поверхностей), насухо протереть тканью.
7.3. Проверить установку нониуса на ноль. При необходимости совместить нулевые штрихи шкал и нониуса.
Порядок работы и техническое обслуживание.
8.1. В процессе работы и по окончании ее протирать штангенциркуль салфеткой, смоченной в водно-щелочном растворе СОЖ, а затем насухо чистой салфеткой.
8.2. По окончании работы нанести на поверхности штангенциркуля тонкий слой любого технического масла и поместить в футляр.
8.3. В процессе эксплуатации не допускать грубых ударов или падения во избежание изгибов штанги и других повреждений, царапин на измерительных поверхностях, трения измерительных поверхностей об контролируемую деталь.
Правила хранения.
9.1. Хранить штангенциркуль в футляре в сухом отапливаемом помещении при температуре воздуха от +5 до +40˚С и относительной влажности не более 80% при температуре +20˚С.
9.2. При длительном хранении изделия, во избежание возникновения коррозии помимо смазки штангенциркуля маслом, его необходимо завернуть в бумагу с водоотталкивающей пропиткой.
9.3. Воздух в помещении не должен содержать примесей агрессивных паров и газов.
Методы и средства поверки.
10.1. Поверка штангенциркуля должна производиться методами и средствами, указанными в ГОСТ 8113 и МИ 1384.
10.2. Межповерочный интервал устанавливается потребителем в зависимости от интенсивности эксплуатации штангенциркуля.
Сведения о консервации.
11.1. Штангенциркуль подвергнут консервации в соответствии требованиям ГОСТ 9014-76. Наименование и марка консерванта – масло консервационное К-17.
11.2. Срок хранения прибора без переконсервации – 2 года, при условии хранения в условиях по ГОСТ 15150-69.
Гарантийные обязательства.
Гарантийный срок эксплуатации изделия – 1 год, со дня продажи (получения покупателем) прибора, при условии соблюдения потребителем правил хранения и эксплуатации прибора.
Скачать технический паспорт бесплатно можно по ссылке ниже.
Формат: Doc.
Штангенциркуль ШЦ-1. Паспорт
Измерительный инструмент Штангенциркуль,инструкция по применению.
Штангенциркуль – высокоточный инструмент, используемый для измерения наружных и внутренних линейных размеров, глубин отверстий и пазов.
Измерить диаметр сверла или отверстия , размеры других небольших деталей с достаточной точностью линейкой не получится.В таких случаях нужно использовать штангенциркуль, который позволяет измерять линейные размеры с точностью до 0,1 мм. С помощью штангенциркуля можно выполнить измерение толщины листового металла, внутреннего и внешнего диаметров стальной трубы, диаметр высверленного отверстия, его глубину и другие измерения.
Существует несколько подвидов различных штангенциркулей в зависимости от размеров, конструктивных особенностей и принципа действия.
ШЦ-I
Это наиболее простая и популярная модель прибора, которая широко используется в промышленном производстве. Его называют «колумбиком» по названию фирмы изготовителя, которая производила инструмент в военное время (Columbus).Для промышленности СССР одно время массово поставлялись штангенциркули фирмы «Columbus». Отсюда и закрепившееся «обиходное» колумбус или "коламбик".
Прибором можно измерить внутренние, наружные размеры, глубину. Интервал измерений составляет от 0 до 150 мм. Точность измерений достигает 0,02 мм.
ШЦЦ-I
Эта цифровая модель измерительного инструмента имеет аналогичную конструкцию классического штангенциркуля. Интервал измерений 0-150 мм. Одним из его преимуществ можно назвать более высокую точность при измерении за счет наличия цифрового индикатора.
Удобство использования такого цифрового прибора заключается в том, что в любой точке измерения можно обнулить индикатор. Также легко одной кнопкой можно переключать метрическую систему на дюймовую.
При покупке цифровой модели необходимо обратить внимание на наличие нулевых показаний при сведенных губках, а также при затянутом стопорном винте цифры на дисплее не должны прыгать.
ШЦК-I
В такой конструкции штангенциркуля присутствует поворотный индикатор с круглой шкалой, цена деления которой 0,02 мм. Такими штангенциркулями удобно пользоваться при частых измерениях на производстве. Стрелка индикатора хорошо видна для быстрого контроля результата, не имеет скачков, в отличие от цифровых моделей. Этим прибором особенно удобно пользоваться в отделе технического контроля для замеров аналогичных типовых размеров.
ШЦ-II

Такие линейки используются для измерения внутренних и наружных размеров, а также для работ по разметке деталей перед обработкой. Поэтому на их губках имеются насадки, выполненные из твердого сплава для защиты их от быстрого износа. Интервал измерения серии приборов ШЦ-II находится в пределах 0-250 мм и точностью измерения 0,02 мм.
ШЦ-III и ШЦЦ-III

Большие детали измеряются чаще всего такой моделью инструмента, так как точность измерений у него выше остальных моделей и составляет 0,02 мм для механических приборов, и 0,01 мм для цифровых.
Наибольший размер для измерения составляет 500 мм. Губки в таких моделях направлены вниз, и могут иметь длину до 300 мм. Это дает возможность производить измерения деталей в широких пределах
Устройство и принцип работы нониуса штангенциркуля
Устройство двустороннего штангенциркуля с глубиномером представлено на рисунке. Пределы измерений этого инструмента составляют 0—150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.

Основные элементы
- Штанга.
- Рамка.
- Губки для наружных измерений.
- Губки для внутренних измерений.
- Линейка глубиномера.
- Стопорный винт для фиксации рамки.
- Шкала нониуса. Служит для отсчета долей миллиметров.
- Шкала штанги.
Устроен классический штангенциркуль следующим образом. На измерительной штанге с помощью пазов установлена подвижная рамка. Для того, чтобы рамка плотно сидела, внутри установлена плоская пружина и предусмотрен винт, для жесткой ее фиксации. Фиксация необходима при проведении разметочных работ.
На штанге нанесена метрическая шкала с шагом 1 мм и цифрами обозначены сантиметровые деления. На рамке нанесена дополнительная шкала с 10 делениями, но с шагом 1,9 мм. Шкала на рамке называется нониусом в честь ее изобретателя португальского математика П.Нуниша. Штанга и рамка имеют измерительные губки для наружных и внутренних измерений. К рамке дополнительно закреплена линейка глубиномера.
Измерения выполняются зажимом между губками детали. После зажима рамка фиксируется винтом для того, чтобы она не сместилась. Количество миллиметров отсчитывается по шкале на штанге до первой риски нониуса. Десятые доли миллиметров отсчитываются по нониусу. Какой штрих по счету слева на право на нониусе совпадет с любой из рисок шкалы на штанге, столько и будет десятых долей миллиметра.

Как видно на фото, измеренный размер составляет 11мм, так как от нулевой отметки шкалы на штанге до первой риски нониуса получилось 11полных деления (11мм) и на нониусе совпала с риской шкалы штанги риска шестого деления нониуса (одно деление на нониусе соответствует 0,1 мм измерений).
Примеры измерения штангенциркулем отрезка трубы с круглым сечением.

Для измерения толщины или диаметра детали нужно развести губки штангенциркуля, вставить в них деталь и свести губки до соприкосновения с поверхностью детали. Надо проследить, чтобы плоскости губок при смыкании были параллельны плоскости измеряемой детали. Внешний диаметр трубы измеряется точно так же, как и размер плоской детали, только нужно, чтобы губки прикасались к диаметрально противоположным сторонам трубы.
Для того, чтобы измерять внутренний размер в детали или внутренний диаметр трубы, у штангенциркуля есть дополнительные губки для внутренних измерений. Их заводят в отверстие и раздвигают до упора в стенки детали. При измерении внутренних диаметров отверстий добиваются максимального показания, а при измерении в отверстии параллельных сторон, добиваются минимальных показаний.
В некоторых типах штангенциркулей губки не смыкаются до нуля и имеют собственную толщину, которая обычно на них выбита, например, число «10», хотя первая риска нониуса стоит на нулевой отметке. В случае измерения внутренних отверстий таким штангенциркулем к считанным показаниям по шкале нониуса добавляется 10 мм.
С помощью штангенциркуля типа колумбус, имеющего подвижную линейку глубиномера можно измерять глубину отверстий в деталях.
Для этого нужно полностью выдвинуть линейку глубиномера из штанги, вставить ее до упора в отверстие. Подвести до упора в поверхность детали торца штанги штангенциркуля, при этом не допуская выхода линейки глубиномера из отверстия.
На фотографии, для наглядности, я продемонстрировал измерение глубины отверстия, приложив линейку глубиномера штангенциркуля с внешней стороны отрезка трубы.
виды, как пользоваться и считывать результаты
Штангенциркуль – инструмент для снятия точных размеров различных деталей как снаружи, так и внутри, измерения диаметров отверстий, их глубины и др. Пользуются им в различных сферах: ремонт деталей машин и различного оборудования, обработка изделий из разных материалов, строительство и т. д., когда необходимы точные данные, до десятых и даже сотых долей миллиметра. Это устройство позволяет производить такие измерения, в отличие от обыкновенной линейки или рулетки.

Конструкция штангенциркуля
Разобраться в особенностях конструкции этого устройства необходимо для того, чтобы понять, как правильно им пользоваться. Состоит штангенциркуль из следующих деталей.
- Неподвижная планка или линейка (штанга). Она представляет собой основу конструкции. На неё нанесена шкала.
- Подвижная планка, которая может перемещаться вдоль по штанге. На этой планке имеется нониусная шкала. Она позволяет получить очень точные промеры, а именно отсчитывает доли миллиметра.
- Верхние и нижние губки. Это передвигающиеся детали, позволяющие измерять объект, и узнать размеры и снаружи, и внутри. Когда губки точно совмещены, на обеих шкалах должны точно совпадать нулевые отметки.
- Винт стопорный или зажимный. Он требуется для фиксации планки.
- Глубиномер. Тонкая выдвигающаяся планка, при помощи её измеряется глубина.
Электронные измерительные устройства оснащены также аккумуляторами, передвижным механизмом.

Кроме того, существуют модели, в верхней части которых имеется подвижная дюймовая измерительная шкала. Пользоваться ими легко и удобно.
Виды штангенциркулей
Существуют три основных типа таких устройств. Использование их для определённого вида работы обусловлено её особенностями.
- Штангенциркули нониусные или аналоговые. Измерения производятся по нониусной шкале. Эти механические инструменты простые и недорогие. Они наиболее распространены.
- Штангенциркули циферблатные или стрелочные. Для измерения на них вместо шкалы имеется циферблат, который показывает результаты, и не требует проведения вычислений. Стоимость их выше, чем аналоговых моделей. Пользоваться ими несложно.
- Штангенциркули цифровые или электронные. Это устройства, на которых имеются жидкокристаллические цифровые дисплеи с аккумуляторными батареями. Применение таких приборов позволяет получить наиболее точные результаты. Они показывают данные как в миллиметрах, так и в дюймах.

Помимо перечисленных также существуют модели штангенциркулей специального назначения. Их используют для особых работ. К примеру, ШЦЦД, которыми измеряются детали, имеющие выступы, или ШЦЦП – конструкция для измерения протекторного рисунка шин, и др. Эти устройства в обычных магазинах не продаются, их при необходимости можно приобрести на специальных сайтах. Пользуются ими профессиональные мастера.
Все разновидности штангенциркулей имеют свои обозначения в зависимости от особенностей применения.
- ШтангенциркульШЦ-1. Им измеряются детали, их внешние и внутренние размеры с помощью двух пар губок. Им так же можно пользоваться при измерении размеров отверстия, используя глубиномер.
- ШЦ-1С. Такие устройства оснащены стрелочными головками, благодаря чему процесс измерения упрощён.
- ШЦК. Конструкции, имеющие круговую шкалу с пружинным механизмом. Пользоваться им можно для измерений, когда не требуется идеальная точность.
- ШЦТ-I. Устройства, оснащённые губками с твердосплавным покрытием для предупреждения истирания поверхности. Устойчивы к износу, пользоваться ими можно долгое время.
- ШЦ-II. Помимо губок такие устройства имеют также механизм для подачи рамки. Благодаря этому можно наносить разметку.
- ШЦ- III. Этот прибор имеет крупные размеры. Губки на нём односторонние. Для измерения глубины непригоден.
- ШЦЦ. Устройство с цифровой шкалой, с которой снимаются показания.

Каждый тип штангенциркуля изготавливается соответственно действующему в настоящее время ГОСТу 166-89 и имеет соответствующую маркировку.
Порядок измерений
Теперь о том, как работает штангенциркуль. Перед тем как начать пользоваться, необходимо подготовить устройство и измеряемую деталь: очистить поверхность от грязи, чтобы обеспечить максимальную точность. Губки нужно плотно свести и оценить размер просвета между ними. Если конструкция исправна, то он будет минимальный.
Далее подвижную рамку необходимо передвинуть так, чтобы её первая риска совпала с нулевой отметкой на шкале штанги в точности. Если не учесть это и не выполнить, то результаты не будут точными. Если не получается сопоставить эти отметки, то такой штангенциркуль неисправен и пользоваться им не рекомендуется. Лишь убедившись, что конструкция полностью подготовлена, можно начинать работать.
Измерение наружных поверхностей
Когда требуется провести измерение линейного размера, либо наружного диаметра, то последовательность использования инструмента следующая. Прежде всего, губки нужно развести, передвигая рамку. А потом плотно прижать их к противоположным поверхностям детали, которую требуется измерить, и закрепить положение рамки с помощью винта. Если измеряется наружный диаметр детали цилиндрической формы, то её ось должна быть точно перпендикулярна плоскости рамки. Если же измеряется длина детали или изделия, то его продольная ось должна располагаться точно параллельно штанге. Эти условия необходимо соблюдать, пользуясь штангенциркулем, иначе невозможно получить точные результаты.

Измерение внутренних поверхностей
Если нужно произвести измерение диаметра отверстия, то наружные губки должны быть установлены на нуле. Их надо вставить в отверстие, которое требуется измерить. Держать штангенциркуль при этом необходимо ровно. Далее губки нужно до упора развести, так, чтобы они плотно прижались к внутренним стенкам детали. Зафиксировать их положение, пользуясь стопорным винтом. Затем снимаются показания и производятся необходимые вычисления, если использовался нониусный штангенциркуль.

Определение глубины
Чтобы провести замер глубины отверстия, потребуется переместить рамку и выдвинуть глубиномер. Затем вставить его до упора в отверстие, чтобы конец коснулся дна. Он должен быть расположен точно перпендикулярно поверхности измеряемой детали. Прижать к стенке. Штангу переместить в торец также до упора. С помощью стопорного винта зафиксировать положение, и вывести устройство.

Замер резьбовых соединений
Штангенциркулем можно пользоваться для замера резьбовых соединительных деталей – винтов, болтов и др. Показатели диаметров резьбы определяются по выступам. С этой целью измеряемый винт или болт следует установить вертикально и зажать губками. После этого возможно определять нужные показатели.
Если требуется замерить шаг резьбы, пользуясь штангенциркулем, это производится в следующей последовательности. Сначала измеряются высота стержня и внешний диаметр детали. А затем подсчитывается число витков резьбы. Разделив длину стержня на количество витков можно получить показатель шага резьбы.

Считывание результатов
Считать показания результатов, которые получены с помощью штангенциркуля, несложно. На неподвижной рамке (штанге), где расположена основная шкала, определяют целое число (мм). Нониусная шкала показывает сотые доли миллиметра. Нужно найти штрих нониусной шкалы на используемом штангенциркуле, совпавший с определённой цифрой на главной шкале. Этот показатель и будет являться значением размера детали в миллиметрах.
По нониусной шкале
Бывает, что при измерениях достаточно целого показателя. Если же требуется установить значение более точно, то нужно осмотреть нониусную шкалу. А на ней необходимо найти точку совпадения двух рисок. Цифра нониусной шкалы будет означать десятое значение. Сложив её с целым числом, пользователь получит точное значение размера детали.

По часовому индикатору
При использовании циферблатного штангенциркуля также целое число в миллиметрах можно увидеть на главной шкале. Как и на аналоговом устройстве оно определяется совпадением рисок на обеих шкалах. Цифра же, представленная на циферблате, показывает значение от 0,01 до 0,99 мм, это зависит от цены деления шкалы. Стрелочный или циферблатный штангенциркуль — более точное устройство, чем механический (аналоговый). Пользоваться им следует при необходимости получения идеально точных данных.

По цифровому табло
Высокоточные (до сотых долей миллиметров) показания результатов, полученных при работе с цифровым штангенциркулем, представлены на жидкокристаллическом дисплее табло. Необходимо при этом помнить, что на нём имеются разные режимы, показывающие результаты измерения как в миллиметрах, так и в дюймах. Такие приборы также оснащены нониусной шкалой. Ею можно пользоваться, если, к примеру, разрядится аккумулятор.
Как правильно хранить инструмент
Чтобы продлить срок эксплуатации штангенциркуля, его необходимо правильно хранить. Для этого следует использовать специальный футляр. Рекомендуется периодически мягкой тряпочкой протирать поверхность устройства, чтобы убрать загрязнение. При частом применении ему не нужно дополнительных защитных мер. Если же пользоваться им редко, то нужно обрабатывать его машинным маслом. Необходимо избегать воздействия влаги и солнечных лучей и механических повреждений – ударов, царапин и др.

Штангенциркуль – инструмент, который часто требуется профессиональным мастерам и любителям. Если необходимо часто производить измерения, то потребуется приобрести такое устройство. Выбирая нужную модель, пользователю следует руководствоваться особенностями работы, учитывая особенности конструкции и стоимость таких инструментов.
Как правильно пользоваться штангенциркулем: снятие показаний, приемы работы
Штангенциркуль – высокоточный инструмент, используемый для измерения наружных и внутренних линейных размеров, глубин отверстий и пазов, разметки. Свое название этот универсальный прибор получил от линейки-штанги, которая служит основой его конструкции.
Содержание
Определение показаний по нониусу
Для определения показаний штангенциркуля необходимо сложить значения его основной и вспомогательной шкалы.
- Количество целых миллиметров отсчитывается по шкале штанги слева направо. Указателем служит нулевой штрих нониуса.
- Для отсчета долей миллиметра необходимо найти тот штрих нониуса, который наиболее точно совпадает с одним из штрихов основной шкалы. После этого нужно умножить порядковый номер найденного штриха нониуса (не считая нулевого) на цену деления его шкалы.
Результат измерения равен сумме двух величин: числа целых миллиметров и долей мм. Если нулевой штрих нониуса точно совпал с одним из штрихов основной шкалы, полученный размер выражается целым числом.
На рисунке выше представлены показания штангенциркуля ШЦ-1. В первом случае они составляют: 3 + 0,3 = 3,3 мм, а во втором — 36 + 0,8 = 36,8 мм.
Нониус с ценой деления 0,05 мм
Шкала прибора с ценой деления 0,05 мм представлена ниже. Для примера приведены два различных показания. Первое составляет 6 мм + 0,45 мм = 6,45 мм, второе — 1 мм + 0,65 мм = 1,65 мм.
Аналогично первому примеру необходимо найти штрихи нониуса и штанги, которые точно совпадают друг с другом. На рисунке они выделены зеленым и черным цветом соответственно.
Устройство механического штангенциркуля
Устройство двустороннего штангенциркуля с глубиномером представлено на рисунке. Пределы измерений этого инструмента составляют 0—150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.
Основные элементы
- Штанга.
- Рамка.
- Губки для наружных измерений.
- Губки для внутренних измерений.
- Линейка глубиномера.
- Стопорный винт для фиксации рамки.
- Шкала нониуса. Служит для отсчета долей миллиметров.
- Шкала штанги.
Губки для внутренних измерений 4 имеют ножевидную форму. Благодаря этому размер отверстия определяется по шкале без дополнительных вычислений. Если губки штангенциркуля ступенчатые, как в устройстве ШЦ-2, то при измерении пазов и отверстий к полученным показаниям необходимо прибавлять их суммарную толщину.
Величина отсчета по нониусу у различных моделей инструмента может отличаться. Так, например, у ШЦ-1 она составляет 0,1 мм, у ШЦ-II 0,05 или 0,1 мм, а точность приборов с величиной отсчета по нониусу 0,02 мм приближается к точности микрометров. Конструктивные отличия в устройстве штангенциркулей могут быть выражены в форме подвижной рамки, пределах измерений, например: 0–125 мм, 0–500 мм, 500–1600 мм, 800–2000 мм и т.д. Точность измерений зависит от различных факторов: величины отсчета по нониусу, навыков работы, исправного состояния инструмента.
Порядок проведения измерений, проверка исправности
Перед работой проверяют техническое состояние штангенциркуля и при необходимости настраивают его. Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.
Измерение
- Губки штангенциркуля плотно с небольшим усилием, без зазоров и перекосов прижимают к детали.
- Определяя величину наружного диаметра цилиндра (вала, болта и т. д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси.
- При измерении цилиндрических отверстий губки штангенциркуля располагают в диаметрально противоположных точках, которые можно найти, ориентируясь по максимальным показаниям шкалы. При этом плоскость рамки должна проходить через ось отверстия, т.е. не допускается измерение по хорде или под углом к оси.
- Чтобы измерить глубину отверстия, штангу устанавливают у его края перпендикулярно поверхности детали. Линейку глубиномера выдвигают до упора в дно при помощи подвижной рамки.
- Полученный размер фиксируют стопорным винтом и определяют показания.
Работая со штангенциркулем, следят за плавностью хода рамки. Она должна плотно, без покачивания сидеть на штанге, при этом передвигаться без рывков умеренным усилием, которое регулируется стопорным винтом. Необходимо, чтобы при совмещенных губках нулевой штрих нониуса совпадал с нулевым штрихом штанги. В противном случае требуется переустановка нониуса, для чего ослабляют его винты крепления к рамке, совмещают штрихи и вновь закрепляют винты.
Вернье шкала и различные типы штангенциркулей
Штангенциркуль или пара штангенциркулей - это измерительный инструмент, который используется для измерить расстояние между двумя противоположными сторонами объекта. Суппорта использование очень широко: из медицины, науки, машиностроения, деревообработка, обработка металлов, лесное хозяйство.
Около двух тысяч шестисот лет назад люди использовали штангенциркуль. древняя Греция.Самый старый штангенциркуль - тот, который был найден возле Итальянский остров Джильо на корабле шестого века до нашей эры. Эти суппорты были деревянными. Греки, а также римляне использовали штангенциркуль. Другой суппорт найден в Китае с 9 года нашей эры во времена китайской династии Синь. Джозеф Р. Браун изобрел современный суппорт. Этот суппорт был изобретен в 1851 году, и он мог читать до тысячных долей дюйма. К тому же это был очень дешевый инструмент. Значит, это мог себе позволить обычный машинист.
Типы суппортов
Есть несколько типов суппортов. Наиболее популярны:
- Штангенциркуль
- Внутри суппорта
- Внешний суппорт
- Делитель суппорт
- Циферблат суппорт
- Цифровой штангенциркуль
- Oddleg Caliper
- Штангенциркуль микрометра
Штангенциркуль внутри - это измерительный инструмент, используемый для измерения внутренний размер объекта.Его можно отрегулировать вручную с помощью винта.
В отличие от внутренних суппортов, есть суппорты снаружи , и они используются для измерения внешнего размера объекта. Этот инструмент может дать высокий уровень точности. Он работает так же, как и внутренний суппорт с и без винтов. Этот тип суппортов обычно изготавливается из высокоуглеродистой стали. стали.
Другой тип штангенциркуля - штангенциркуль делитель или компас. это популярное название.Для разметки используется штангенциркуль делителя. локации.
Суппорт Oddleg тип штангенциркуля, который используется для рисования линии на заданном расстоянии от край заготовки.
Шкала Вернье
Вернье шкала это измерительный прибор, который может измерять с огромной точностью. Верньер шкала используется в навигации учеными, машинистами и при съемках. В другое название нониусной шкалы - нониус, который обычно использовался в Английский язык восемнадцатого века.
Одно из основных применений нониусной шкалы - измерение внешнего диаметры, внутренние диаметры и глубина объекта. При измерении с нониусная шкала, пользователь сначала должен прочитать фиксированную шкалу, а затем должен прочитать более тонкая шкала для наиболее точного результата измерения. Он может показать результаты измерения с точностью до двух знаков после запятой.
Одна из основных причин, по которой нониусные весы работают так хорошо, - это способность большинства людей определять, какая из линий выровнена, а какая - не.Эта способность может даже улучшиться с практикой. Имя его способность - это нониусная острота, и поэтому нониусная шкала имеет преимущество перед другими измерительными приборами.
Другие типы суппортов
Штангенциркуль - это штангенциркуль, имеющий простой циферблат вместо нониусного механизма. Этот циферблат используется для чтения конечная доля миллиметра или дюйма. Циферблат вращается один раз за каждые дюйм или миллиметр.
Штангенциркуль тоже тип штангенциркуля, но с цифровым дисплеем, который дает информация о точном результате измерения в виде цифр в теме.
Один из суппортов, в которых для измерения используется винт, а не ползун, является называется микрометр .
.Точность, точность, отзывчивость и оценка F1: интерпретация показателей производительности
Как оценить производительность модели в Azure ML и понять «метрики путаницы»
В этом блоге показано, как оценить производительность модели с помощью показателей Accuracy, Precision, Recall и F1 Score в Azure ML, а также дается краткое объяснение «метрик путаницы». В этом эксперименте я использовал двухклассовый алгоритм ускоренного дерева решений, и моя цель - предсказать выживаемость пассажиров на Титанике.
После того, как вы построили свою модель, возникает самый важный вопрос: насколько хороша ваша модель? Итак, оценка вашей модели - самая важная задача в проекте по науке о данных, который определяет, насколько хороши ваши прогнозы.
На следующем рисунке показаны результаты модели, которую я построил для проекта, над которым я работал во время моей стажировки в Exsilio Consulting этим летом.

Рис. Результаты оценки классификационной модели
Давайте углубимся во все параметры, показанные на рисунке выше.
Первое, что вы увидите здесь, это кривая ROC, и мы можем определить, является ли наша кривая ROC хорошей или нет, посмотрев на AUC (Площадь под кривой) и другие параметры, которые также называются метриками смешения. Матрица неточностей - это таблица, которая часто используется для описания эффективности модели классификации на наборе тестовых данных, для которых известны истинные значения. Все показатели, кроме AUC, можно рассчитать с использованием крайних левых четырех параметров. Итак, давайте сначала поговорим об этих четырех параметрах.
Истинно положительные и истинно отрицательные наблюдения - это правильно предсказанные наблюдения, которые показаны зеленым цветом. Мы хотим свести к минимуму ложные срабатывания и ложноотрицания, чтобы они отображались красным цветом. Эти термины немного сбивают с толку. Итак, давайте рассмотрим каждый термин один за другим и полностью его поймем.
Истинные положительные (TP) - это правильно спрогнозированные положительные значения, которые означают, что значение фактического класса - да, а значение прогнозируемого класса - также да.Например. если фактическое значение класса указывает, что этот пассажир выжил, и предсказанный класс говорит вам то же самое.
Истинные отрицательные значения (TN) - Это правильно спрогнозированные отрицательные значения, что означает, что значение фактического класса равно «нет», и значение предсказанного класса также равно «нет». Например. если фактический класс говорит, что этот пассажир не выжил, а предсказанный класс говорит вам то же самое.
Ложные срабатывания и ложные отрицательные результаты, эти значения возникают, когда ваш фактический класс противоречит предсказанному классу.
Ложные срабатывания (FP) - Когда фактический класс - нет, а прогнозируемый класс - да. Например. если фактический класс говорит, что этот пассажир не выжил, но предсказанный класс говорит вам, что этот пассажир выживет.
Ложноотрицательные (FN) - Когда фактический класс - да, а прогнозируемый класс - нет. Например. если фактическое значение класса указывает, что этот пассажир выжил, а прогнозируемый класс говорит вам, что пассажир умрет.
Как только вы поймете эти четыре параметра, мы сможем рассчитать точность, точность, отзыв и оценку F1.
Точность - Точность является наиболее интуитивно понятным показателем производительности и представляет собой просто отношение правильно спрогнозированного наблюдения к общему количеству наблюдений. Можно подумать, что если у нас высокая точность, то наша модель лучше всего. Да, точность - отличный показатель, но только когда у вас есть симметричные наборы данных, в которых значения ложноположительных и ложноотрицательных результатов почти одинаковы. Следовательно, вам нужно посмотреть на другие параметры, чтобы оценить производительность вашей модели. Для нашей модели у нас 0.803, что означает, что наша модель прибл. 80% точность.
Точность = TP + TN / TP + FP + FN + TN
Точность - Точность - это отношение правильно предсказанных положительных наблюдений к общему количеству предсказанных положительных наблюдений. Вопрос в том, что этот метрический ответ касается всех пассажиров, помеченных как выжившие, сколько на самом деле выжило? Высокая точность связана с низким уровнем ложных срабатываний. У нас точность 0,788, что очень хорошо.
Точность = TP / TP + FP
Отзыв (Чувствительность) - Отзыв - это отношение правильно предсказанных положительных наблюдений ко всем наблюдениям в реальном классе - да.Ответ на этот вопрос: сколько пассажиров мы пометили? У нас есть отзыв 0,631, что хорошо для этой модели, так как оно выше 0,5.
Отзыв = TP / TP + FN
Оценка F1 - Оценка F1 представляет собой средневзвешенное значение точности и запоминания. Таким образом, эта оценка учитывает как ложные срабатывания, так и ложные отрицательные результаты. Интуитивно это не так просто понять, как точность, но F1 обычно более полезен, чем точность, особенно если у вас неравномерное распределение классов.Точность работает лучше всего, если ложные срабатывания и ложные отрицания имеют одинаковую стоимость. Если стоимость ложных срабатываний и ложноотрицательных результатов сильно различается, лучше смотреть как на точность, так и на отзыв. В нашем случае оценка F1 составляет 0,701.
Оценка F1 = 2 * (отзыв * точность) / (отзыв + точность)
Итак, всякий раз, когда вы строите модель, эта статья должна помочь вам выяснить, что означают эти параметры и насколько хорошо ваша модель работает.
Надеюсь, этот блог был вам полезен.Пожалуйста, оставьте комментарии или отправьте мне электронное письмо, если вы считаете, что я пропустил какие-либо важные детали, или если у вас есть другие вопросы или отзывы по этой теме.
** Обратите внимание, что приведенные выше результаты и анализ чисел основаны на модели Титаника. Ваши цифры и результаты могут отличаться в зависимости от модели, над которой вы работаете, и вашего конкретного бизнес-сценария.
Видео по теме: https://www.youtube.com/channel/UC9jOb7yEfGwxjjdpWMjmKJA
Автор: Ренука Джоши (стажер в Exsilio)
.Точность, отзывчивость, прецизионность, F-оценка и специфичность, на чем оптимизировать? | by Salma Ghoneim
Да, точность - отличный показатель , но только , когда у вас есть симметричные наборы данных (количество ложных отрицательных и ложных срабатываний близко), а также ложных отрицательных и ложных срабатываний имеют аналогичные затраты.
Если цена ложных срабатываний и ложных отрицаний различна, то F1 - ваш спаситель. F1 лучше всего, если у вас неравномерное распределение классов .
Точность - это то, насколько вы уверены в своих истинных достоинствах, в то время как воспоминание - это насколько вы уверены, что не упускаете ни одного положительного.
Выберите Отзыв , если идея ложных срабатываний намного лучше, чем ложных отрицаний, другими словами, , если возникновение ложноотрицательных результатов недопустимо / недопустимо , что вы бы предпочли получить несколько дополнительных ложных срабатываний (ложные тревоги) за сохранение ложных негативов, как в нашем примере с диабетом.
Вы бы предпочли, чтобы некоторых здоровых людей считали диабетиками, чем оставлять диабетиков здоровыми.
Выберите точность, если вы хотите быть более уверенными в своих истинных положительных результатах . например, спам-сообщения. Вы бы предпочли, чтобы в вашем почтовом ящике было несколько спам-писем, а не несколько обычных писем. Таким образом, почтовая компания хочет быть более уверенной, что письмо Y является спамом, прежде чем они поместят его в ящик для спама, и вы никогда его не увидите.
Выберите «Специфичность», если вы хотите охватить все истинно отрицательные , что означает, что вам не нужны ложные срабатывания сигнализации и ложные срабатывания.например, вы проводите тест на наркотики, при котором все люди с положительным результатом теста немедленно отправляются в тюрьму, вы же не хотите, чтобы в тюрьму отправляли кого-либо, не имеющего наркотиков. Здесь недопустимы ложные срабатывания.
.Точность, Точность, Отзыв или F1? | Ку Пинг Шунг
Какие метрики выбрать?Часто, когда я разговариваю с организациями, которые хотят внедрить науку о данных в свои процессы, они часто задают вопрос: «Как мне получить наиболее точную модель?». И я спросил далее: «Какую бизнес-задачу вы пытаетесь решить с помощью этой модели?» и я получу озадаченный взгляд, потому что вопрос, который я задал, на самом деле не отвечает на их вопрос. Затем мне нужно будет объяснить, почему я задал этот вопрос, прежде чем мы начнем исследовать, является ли точность общей метрикой модели, из которой мы выберем нашу «лучшую» модель.
Итак, я подумал, что объясню в этом сообщении в блоге, что точность не обязательно должна быть единственной метрикой модели, которую преследуют ученые, а также включать простое объяснение других метрик.
Во-первых, давайте посмотрим на следующую матрицу путаницы. Какая точность у модели?
Очень легко, вы заметите, что точность для этой модели очень очень высока, 99,9% !! Вот Это Да! Вы сорвали джекпот и Святой Грааль (* кричите и бегайте по комнате, несколько раз взмахнув кулаком *)!
Но….(ну, вы знаете, что все идет правильно?) Что, если бы я упомянул, что положительный момент здесь - это тот, кто болен и несет вирус, который может очень быстро распространяться? Или позитив здесь представляет собой дело о мошенничестве? Или положительный момент здесь представляет террориста, который, согласно модели, не является террористическим? Ну вы поняли. Стоимость ошибочно классифицированного фактического положительного результата (или ложноотрицательного результата) очень высока в этих трех обстоятельствах, которые я назвал.
Хорошо, теперь вы поняли, что точность не является основным показателем модели, который нужно использовать при выборе лучшей модели… что теперь?
Позвольте мне представить две новые метрики (если вы не слышали об этом, а если слышите, возможно, просто пошутите меня немного и продолжите читать?: D)
Итак, если вы посмотрите Википедию, вы увидите, что формула для вычисления точности и отзыва выглядит следующим образом:
Позвольте мне поместить его здесь для дальнейшего объяснения.
Позвольте мне вставить сюда матрицу путаницы и ее части.
Precision
Отлично! Теперь давайте сначала посмотрим на точность.
Что вы заметили в знаменателе? Знаменатель - это Общее Прогнозируемое Положительное! Таким образом, формула принимает вид
Истинно Положительный + Ложно Положительный = Всего Прогнозируемый ПоложительныйСразу вы можете видеть, что Точность говорит о том, насколько точна ваша модель из тех, которые были предсказаны положительно, сколько из них действительно положительно.
Точность - хороший способ определить, когда цена ложного срабатывания высока. Например, обнаружение спама в электронной почте. При обнаружении спама в электронной почте ложное срабатывание означает, что электронное письмо, не являющееся спамом (фактическое отрицательное), было идентифицировано как спам (прогнозируемый спам). Пользователь электронной почты может потерять важные электронные письма, если точность модели обнаружения спама невысока.
Отзыв
Итак, давайте применим ту же логику для отзыва. Напомним, как рассчитывается отзыв.
Истинно положительный + ложно отрицательный = Фактический положительныйВот и все! Таким образом, функция Recall фактически вычисляет, сколько фактических положительных моментов захватывает наша модель, отмечая ее как положительные (истинно положительные). Применяя то же понимание, мы знаем, что Recall будет метрикой модели, которую мы используем, чтобы выбрать нашу лучшую модель, когда существует высокая стоимость, связанная с False Negative.
Например, при обнаружении мошенничества или выявлении больных. Если мошенническая транзакция (Фактический положительный результат) прогнозируется как не мошенническая (Прогнозируемая отрицательная), последствия могут быть очень тяжелыми для банка.
Аналогично при обнаружении больных. Если больной пациент (Фактический положительный результат) проходит тест и прогнозируется как здоровый (Прогнозируемый отрицательный). Стоимость ложноотрицательного результата будет чрезвычайно высока, если болезнь заразна.
Теперь, если вы читаете много другой литературы по Precision and Recall, вы не сможете избежать другой меры, F1, которая является функцией Precision and Recall. Глядя на Википедию, формула выглядит следующим образом:
F1 Score необходим, когда вы хотите найти баланс между точностью и отзывом.Верно ... так в чем же тогда разница между счетом F1 и точностью? Ранее мы видели, что точности может в значительной степени способствовать большое количество истинно отрицательных результатов, на которые в большинстве бизнес-ситуаций мы не обращаем особого внимания, в то время как ложноотрицательные и ложноположительные обычно имеют коммерческие издержки (материальные и нематериальные), поэтому оценка F1 может быть Лучшая мера для использования, если нам нужно найти баланс между точностью и отзывом, И существует неравномерное распределение классов (большое количество фактических отрицательных значений).
Я надеюсь, что объяснение поможет тем, кто только начинает заниматься наукой о данных и работает над проблемами классификации, что точность не всегда будет показателем для выбора лучшей модели.
Примечание: Рассмотрите возможность подписки на мой информационный бюллетень или посетите мой веб-сайт, чтобы узнать последние новости.
Я желаю всем читателям ВЕСЕЛОГО путешествия по науке о данных.
.python - разница между balance_accuracy_score и precision_score
Переполнение стека- Около
- Продукты
- Для команд
- Переполнение стека Общественные вопросы и ответы
- Переполнение стека для команд Где разработчики и технологи делятся частными знаниями с коллегами
- Вакансии Программирование и связанные с ним технические возможности карьерного роста
- Талант
мультиклассовых показателей стало проще, часть I: точность и отзывчивость | by Boaz Shmueli
Показатели эффективности для точности и отзыва в мультиклассовой классификации могут немного - или очень - сбивать с толку, поэтому в этом посте я объясню, как используются точность и отзыв и как они рассчитываются. На самом деле все очень просто! Но сначала давайте начнем с краткого обзора точности и отзывчивости двоичной классификации. (Есть также Часть II: оценка F1, но я рекомендую начать с Части I).
В бинарной классификации у нас обычно есть два класса, часто называемые положительным и отрицательным, и мы пытаемся предсказать класс для каждой выборки. Давайте посмотрим на простой пример: наши данные - это набор изображений, некоторые из которых содержат собаку. Мы заинтересованы в обнаружении фото с собаками. В этом случае наш класс Positive - это класс всех фотографий собак, а класс Negative включает все остальные фотографии. Другими словами, если образец фотографии содержит собаку, это положительный результат. Если это не так, это отрицательно.Наш классификатор предсказывает для каждой фотографии, положительно (P) или отрицательно (N): есть ли на фотографии собака?
Учитывая классификатор, я считаю, что лучший способ подумать о производительности классификатора - это использовать так называемую «матрицу неточностей». Для бинарной классификации матрица путаницы имеет две строки и два столбца и показывает, сколько положительных образцов было предсказано как положительное или отрицательное (первый столбец), и сколько отрицательных фотографий было предсказано как положительное или отрицательное (второй столбец).Таким образом, у него всего 4 ячейки. Каждый раз, когда наш классификатор делает прогноз, одна из ячеек в таблице увеличивается на единицу. К концу процесса мы можем точно увидеть, как работает наш классификатор (конечно, мы можем сделать это, только если наши тестовые данные помечены).
Вот простой пример. Допустим, у нас есть 10 фотографий, и ровно на 7 из них есть собаки. Если бы наш классификатор был идеальным, матрица путаницы выглядела бы так:
Наш идеальный классификатор не сделал ошибок.Все положительные фотографии были классифицированы как положительные, а все отрицательные фотографии - как отрицательные.
Однако в реальном мире классификаторы допускают ошибки. Бинарный классификатор допускает два вида ошибок: некоторые положительные образцы классифицируются как отрицательные; а некоторые отрицательные образцы классифицируются как положительные. Давайте посмотрим на матрицу путаницы из более реалистичного классификатора:
В этом примере 2 фотографии с собаками были классифицированы как отрицательные (без собаки!), А 1 фотография без собаки была классифицирована как положительная (собака!).
Когда положительный образец ошибочно классифицируется как как отрицательный, мы называем это ложноотрицательным (FN). Точно так же, когда отрицательный образец ошибочно классифицируется как как положительный, он называется ложноположительным. Ниже мы копируем матрицу путаницы, но добавляем TP, FP, FN и TN для обозначения истинно положительных, ложных, ложно отрицательных и истинно отрицательных значений:
Теперь, когда мы получили представление о матрице неточностей и различных числах , мы можем начать изучать показатели производительности: насколько хорош наш классификатор? (В глубине души нам всегда нужно помнить, что «хорошо» может означать разные вещи, в зависимости от реальной реальной проблемы, которую нам нужно решить.)
Давайте начнем с точности , что отвечает на следующий вопрос: какая доля из предсказанных положительных результатов действительно положительна? Нам нужно посмотреть на общее количество предсказанных положительных результатов (истинные положительные плюс ложные срабатывания, TP + FP) и посмотреть, сколько из них истинно положительных (TP). В нашем случае 5 + 1 = 6 фотографий были предсказаны как положительные, но только 5 из них являются истинно положительными. Таким образом, точность в нашем случае составляет 5 / (5 + 1) = 83,3% . Как правило, точность равна TP / (TP + FP).Обратите внимание, что TP + FP - это сумма первой строки .
Другой очень полезный показатель - это отзыв , который отвечает на другой вопрос: какая доля из фактических положительных результатов правильно классифицирована? Глядя на таблицу, мы видим, что количество фактических положительных результатов составляет 2 + 5 = 7 (TP + FN). Из этих 7 фотографий 5 были оценены как положительные. Таким образом, отзыв составляет 5/7 = 71,4% . В общем, отзыв - это TP / (TP + FN). Обратите внимание, что TP + FN - это сумма первого столбца .
Также может быть интересна точность : какая доля фотографий - как положительных, так и отрицательных - была правильно классифицирована? В нашем случае правильно классифицировано 5 + 2 = 7 фотографий из 10. Таким образом, точность составляет 70,0%. Вообще говоря, из фотографий TP + TN + FP + FN есть в общей сложности правильно классифицированные фотографии TP + TN, и поэтому общая формула точности будет (TP + TN) / (TP + TN + FP + FN).
.









