Приборная погрешность штангенциркуля
Погрешности приборов
В лабораторных работах метод измерений обычно задан, поэтому из систематических погрешностей учитываются только приборные.
Все приборы и инструменты, используемые для измерений физических величин: амперметр, вольтметр и т.д., характеризуются классом точности и (или) ценой деления. Класс точности L – это обобщенная характеристика прибора, показывающая относительную погрешность прибора выраженную в процентах. Класс точности обозначается числом на шкале прибора: 0,1; 0,2; 0,5; 1,0; 1,5; 2,5; 4. Приборы класса точности 0,1; 0,2; 0,5; применяются для точных измерений и называются прецизионными. В технике применяют приборы классов 1,0; 1,5; 2,5; 4, которые называются техническими. Если на шкале прибора класс точности не указан, то данный прибор внеклассный, то есть имеет большую погрешность измерений.
Абсолютная систематическая погрешность прибора
, (1)
где Д – наибольшее значение физической величины, которое может быть измерено по шкале прибора.
Если класс точности прибора не известен, то его абсолютная систематическая погрешность принимается равной половине цены наименьшего деления шкалы:
(2)
При измерении линейкой, наименьшее деление которой 1мм допускается погрешность 0,5мм.
Для приборов, оснащенных нониусом, за приборную принимают погрешность, определяемую нониусом. Для штангенциркуля (рис. 1) – 0,1мм или 0,05мм; для микрометра (рис. 2) – 0,01мм.
Штангенциркуль – прибор для наружных и внутренних измерений. Он построен по принципу штанги 1 с основной шкалой, представляющей собой миллиметровую линейку, и подвижной рамки 2 с нониусом 3 (рис.1). Рамка может передвигаться по штанге. Закрепление рамки на штанге осуществляется с помощью винта 4. Нониус ‑ это вспомогательная шкала штангенциркуля, расположенная на рамке и служащую для отсчета долей миллиметра. В нашей стране стандартизированы штангенциркули с нониусами 0,1; 0,05; и 0,02 мм. Отсчет размеров производится по основной шкале и нониусу.
На рис. 1 представлен штангенциркуль с нониусом 0,05мм. Шкала этого нониуса получена при делении 39 мм на 20 частей. Следовательно, каждое деление нониуса равно 1,95 мм, то есть на 0,05 мм меньше делений основной шкалы. Если расположить нониус ровно так, что первый штрих нониуса совпадет с первым штрихом основной шкалы, то основное деление нониуса отойдет от основного деления шкалы на 0,05 мм. Для получения нониуса с ценой деления 0,1 мм делят 19 мм на 10 частей (19 мм : 10 = 1,9 мм), тогда каждое деление нониуса будет на 0,1 мм меньше, чем 1 мм.
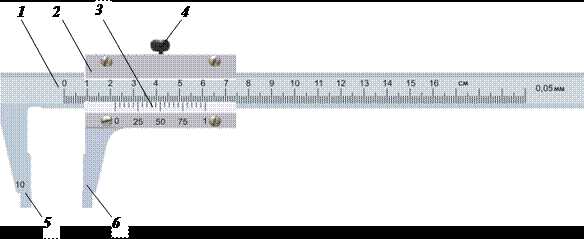
Рис. 1
Измеряемый предмет располагают между ножками 5, 6 штангенциркуля и закрепляют винтом 4. Целые значения в миллиметрах отсчитывают по основной шкале от «0» основной шкалы до «0» нониуса. Затем смотрят, какое деление нониуса совпало с делением основной шкалы. Если номер совпавшего деления нониуса умножить на цену деления прибора, то получаются сотые доли миллиметра. Если с делением основной шкалы совпадает нулевое или последнее деления нониуса, то сотых долей не будет.
На рис. 2 представлены измерения штангенциркуля с нониусом 0,05 мм.
Рис. 2
Микрометр – это инструмент, применяемый для точных измерений. Принцип действия микрометра основан на работе винтовой пары, то есть преобразования вращательного движения в поступательное.
В скобе 1 микрометра при вращении барабана 2 перемещается микрометрический винт 3, между торцом которого и пяткой 4 помещают измеряемую деталь (рис. 3). Шаг микрометрического винта равен 0,5 мм, а конусная поверхность барабана разделена на 50 равных частей. Следовательно, поворот барабана на одно деление соответствует перемещению винта на 0,01мм. Вращения барабана нужно производить с помощью трещотки 5, обеспечивающей постоянное усилие на измеряемую деталь. Зажим детали производят, вращая трещотку до появления первого треска во избежание порчи инструмента.

Рис. 3
На стебле 6 микрометра расположены две шкалы. Деления нижний шкалы нанесены через 1 мм, деления верхней расположены посередине между штрихами нижней шкалы. По нижней шкале отсчитывают целые миллиметры, а по верхней ‑ половину миллиметра. При измерении встречаются два характерных случая. В первом случае (рис. 4) деления нижний шкалы расположены ближе к барабану, нежели деления верхней шкалы. При этом целые значения миллиметров отсчитываются по нижней шкале, а сотые доли ‑ по барабану. Например, показания инструмента соответствуют размеру 18,04 мм. Во втором случае деление верхней шкалы расположены ближе к барабану, чем деление нижней шкалы. При этом учитываются целые, половинка и сотые доли миллиметра. Например, показания инструмента соответствует размеру 18 целых + половинка 0,50 + 9 сотых, то есть 18,59 мм.

Рис. 4
Похожие статьи:
Определение погрешности показаний штангенциркуля — Студопедия
Погрешность показаний определяют по блоку концевых мер длины, который устанавливается между измерительными поверхностями губок штангенциркуля (рис.13,в). Она определяется как абсолютная погрешность разности размера блока концевых мер и показаний штангенциркуля. Составлять блоки из концевых мер 2 класса точности по набору №1.
У штангенциркулей, находящихся в эксплуатации, погрешность определяют в трех точках, равномерно расположенных по длине штанги и нониуса.
Рекомендуемые точки: 21,2; 51,4; 71,5; 101,6; 126,8; 175 или 200.
Блок концевых мер помещают между измерительными поверхностями штангенциркуля таким образом, чтобы длинное ребро концевой меры было перпендикулярно длинному ребру губки; меры должны располагаться в середине измерительной поверхности и нормально скользить вдоль измерительных поверхностей губок при зажатом стопорном винте.
Для штангенциркулей с разметочными губками погрешность их показаний так же определяется в трех точках по тем же блокам концевых мер.
Допускаемые погрешности показаний даны в табл.3.
Таблица 3
Результаты поверки занести в протокол (Прил. 4). Заключение о годности штангенциркуля производится при выполнении всех требований ГОСТ 166-89. Указать действительные погрешности штангенциркуля при его калибровке. Сдать преподавателю используемый инструмент и работу, ответить на вопросы и получить зачет по работе.
Контрольные вопросы к лабораторной работе
1. Что означают понятия: поверка средства измерений, единство измерений, погрешность измерений?
2. Назвать основные операции, выполняемые при поверке штангенциркуля.
3. Отличие поверки от калибровки.
4. Каким образом удостоверяются результаты поверки?
Штангенциркуль — Студопедия
Штангенциркуль состоит из стальной миллиметровой линейки, с одной стороны которой имеется неподвижная ножка. Цифры на линейке обозначают сантиметры. Вторая ножка расположена на подвижной части, которая может передвигаться вдоль линейки. Между ножками образуется зазор, в который вставляется измеряемый предмет. На подвижной части нанесены деления нониуса.
Нониус – это вспомогательная шкала, которая позволяет производить более точный отсчёт. Штангенциркуль, как правило, имеет цену деления 0,1мм. Следовательно, с помощью такого штангенциркуля можно производить измерения с точностью 0,1мм. Если принять во внимание, что за систематическую погрешность градуировки прибора можно принять половину цены деления прибора, то систематическая погрешность штангенциркуля равна Dс = 0,05 мм.

Микрометрический винт применяется в точных измерительных приборах (микрометр, микроскоп) и даёт показания до сотых долей миллиметра, то есть имеет цену деления 0,01мм. Микрометрический винт представляет собой стержень, снабжённый точной винтовой нарезкой. Высота подъёма винтовой нарезки за один оборот называется шагом микрометрического винта. Микрометр состоит из двух основных частей: скобы и микрометрического винта. Микрометрический винт проходит через отверстие скобы с внутренней резьбой. Против микрометрического винта на скобе имеется упор. Между упором и винтом образуется зазор, в который вставляется измеряемый предмет. При вращении винта барабан передвигается вдоль линейной шкалы, расположенной на стебле. Эта шкала имеет продольную линию, ниже которой расположены деления основной миллиметровой шкалы. Сверху от продольной линии имеются вспомогательные штрихи, которые делят каждый миллиметр основной шкалы пополам. Наиболее распространён микрометр, у которого шаг винта составляет 0,5 мм (или 50 сотых долей миллиметра). Поэтому по окружности барабана нанесены 50 делений, каждое из которых соответствует 0,01 мм. Так как цена деления микрометра равна 0,01 мм, то систематическая погрешность градуировки микрометра Dс=0,005 мм.

Задание 1.
Определить объёмы исследуемых тел.
При выполнении задания № 1 студент должен научиться:
1. Измерять размеры тел с помощью штангенциркуля и микрометра.
2. Находить систематическую погрешность данного измерительного прибора.
3. Находить среднее арифметическое значение измеренной величины и случайную погрешность.
4. Находить общую абсолютную погрешность при прямых измерениях.
5. Выводить формулу для расчёта погрешности при косвенных измерениях и применять её для своих измерений.
Погрешности штангенциркулей - Энциклопедия по машиностроению XXL
Погрешности штангенциркулей. Погрешности отдельных элементов штангенциркулей влияют на суммарную погрешность их показаний. Поэтому в допусках на их изготовление исходят из того, чтобы сумма погрешностей отдельных элементов штангенциркуля не превосходила допускаемую суммарную погрешность его показаний, предусмотренную техническими условиями. [c.214]Погрешности штангенциркулей контролируют с помощью концевых мер в различных точках шкалы при незатянутом прижиме рам-кк, а в среднем и крайних положениях рамки — при затянутом прижиме рамки. Погрешность определяют, начиная с нулевой установки, а затем по концевым мерам. Измерительную поверхность неподвижной губки прижимают к блоку концевых мер и затем подводят к нему подвижную губку с таким усилием, чтобы обеспечивалось нормальное скольжение измерительных поверхностей штангенциркуля по плоскостям концевых мер. Нормальное скольжение будет и при зажатом прижиме, в этом положении производят отсчет, по нониусу. [c.216]
Основные характеристики погрешности штангенциркулей (ГОСТ 166-73) [c.115]
Погрешность штангенциркуля зависит от точности нанесения штрихов, от прямолинейности нижней грани штанги, от параллельности измерительных поверхностей губок и перпендикулярности их относительно нижней грани штанги. На погрешность отсчета пока- [c.353]
Погрешности штангенциркулей при наружных измерениях [c.418]Погрешности штангенциркулей при наружных измерениях (включая погрешности изготовления, установки, методы измерения и т. п.) допускаются по абсолютной [c.168]
Суммарные погрешности штангенциркулей при наружном измерении [c.24]
Погрешность штангенциркуля зависит от точности нанесения штрихов, от прямолинейности нижней грани штанги, от параллельности измерительных поверхностей губок и перпендикулярности их относительно нижней грани штанги. На погрешность отсчета показаний штангенциркуля влияет величина зазора между нониусом и штангой. При наличии зазора появляется погрешность от параллакса. [c.405]
Основная погрешность штангенциркулей не должна превышать [c.64]
Штангенциркуль служит для измерения линейных размеров деталей. У него две штриховые шкалы — основная и дополнительная (нониус). Нулевой штрих нониуса указывает целое число миллиметров. Номер штриха, совпадающий со штрихом основной шкалы, указывает число десятых долей миллиметра. Интервал между штрихами основной шкалы — 1 или 0,5 мм. Допускаемые погрешности штангенциркуля принимаются равными величинам отсчетов по нониусу. [c.60]
С разность между температурой штангенциркуля и нормальной Atj = 30 - 20 = 10°С. По формуле (3.5) определяем погрешность А/= 50(17,1 30 — 12 10) 10 % 0,012 мм. [c.53]
Более точно (с погрешностью 0,1—0,05 мм) измеряют размеры штангенциркулем. [c.255]
Обеспечить в результате однократных измерений определение диаметра й с погрешностью, не превышающей 0,07 мм при доверительной вероятности Р=0,95, можно с помощью микрометра, а высота к может быть измерена штангенциркулем. [c.49]
Отверстия в зависимости от размеров, допуска на изготовление и глубины (длины образующей) измеряют универсальными измерительными инструментами или специальными приспособлениями и калибрами. Наиболее распространенные универсальные инструменты — штангенциркули, микрометрические нутромеры, индикаторные нутромеры типа завода Калибр . Штангенциркули вследствие значительной погрешности метода измерения применяются лишь для измерения деталей с относительно грубыми допусками. Недостатком штангенциркуля является незначительная длина губок, вследствие чего отверстия можно измерять только на небольшой глубине. [c.472]
По нормативам находим для лабораторной проверки штангенциркуль с отсчетом 0,05 мм и суммарной погрешностью измерения [c.458]
Количество звеньев в цепях между эталонами и рабочими измерительными средствами устанавливается с таким расчётом, чтобы между ошибками измерения меры или прибора и их допускаемыми погрешностями было определённое соотношение. На фиг. 118 показана схема передачи размера от эталона длины световой волны до штангенциркуля с отсчётом по нониусу в 0,05 мм. [c.223]
Погрешности показаний штангенциркулей даны в табл. 9. Погрешность пока- [c.88]
Измерить длину образца штангенциркулем (ГОСТ 427—75) с погрешностью не более 0,1 мм или другим прибором, обеспечивающим заданную точность. [c.93]
Уточняем СИ. Для этого на основании табл. 5.1 находим = 0,2 Г= 60 мкм. По табл. 5.2 определяем штангенциркуль с ценой деления 0,02 мм, имеющий в диапазоне измерений 51...80 мм предельную погрешность 45 мкм. [c.191]
Расстояния между наружными (относительно шва) гранями маяков выбирают такими, чтобы обеспечивалась возможность измерения величины экскурсии швов штангенциркулем со шкалой 500 мм (инструментальная погрешность не более 0,1 мм). [c.464]
Шкалу, определяющую расстояние между опорами при испытании на изгиб, поверяют сравнением действительного расстояния между осями валиков опор, измеренного штангенциркулем, с отсчитанным по шкале. Сравнивать рекомендуется при установочном расстоянии между опорами 300 и 600 мм. Погрешность шкалы не должна превышать 1 мм. Расстояния между осями валиков опор и осью ножа должны быть равны допустимым отклонениям ( 1 мм). [c.88]
Предельная погрешность измерения штангенциркулем с ценой деления нониуса 0,1 150 мкм при измерении длины до 50 мм 200 мкм при измерении длины до 200 мм 250 мкм при измерении длины до 500 мм. Предельная погрешность измерения штангенциркулем с ценой деления нониуса 0,05 составляет 100 мкм. [c.732]
Область применения штангенциркулей при измерении наружных диаметров ограничивается длиной их измерительных губок. Чрезмерно увеличивать длину измерительных губок нельзя, так как это увеличивает их неустойчивость и приводит к большим погрешностям в измерении. [c.49]
Научно-исследовательским бюро взаимозаменяемости МСС предложена новая конструкция нониуса (фиг. 72). Штрихи нониуса нанесены на тонкой металлической пластинке толщиной 0,1 мм, укрепленной на рамке штангенциркуля таким образом, что при ее передвижении она скользит по поверхности штанги без зазора. Благодаря этому погрешность от параллакса снижается более чем вдвое. [c.92]
Пример. В цехе температура воздуха, а следовательно, и температура штангенциркуля, которым производится измерение, равна 25° С деталь размером 500 мм после обработки имеет температуру 40 С. Для стали, из которой сделана деталь, 1 13,5-10" , для стали, из которой сделана штанга штангенциркуля, г == 10,5-10 . Поправка на температурную погрешность измерения может составить — Д/== —500-10 (13,5-20 —10,5-5) = —0,109 мм = —109 мкм для алюминиевых деталей (аг = 24-10 ) при том же измерительном инструменте — Д/ = —500-10- (24-20 — 10,5-5) = —214 мкм. [c.89]
Оба рассмотренных случая погрешности формы могут быть выявлены непосредственным измерением поверхности штангенциркулем или микрометром в разных сечениях. При наличии искривления оси цилиндра (фиг. 3) погрешность формы также выражается разностью диаметров и йх- Однако в этом случае применение указан- [c.10]
Погрешность показаний штангенциркуля [c.258]
Примечания 1. Для штангенциркулей с верхним пределом измерения от 1000 до 2000 допускается погрешность 0,2 мм. [c.427]
Характеристика 427 Штангенрейсмусы — Характеристика 427 Штангенциркули — Погрешности измерений предельные 421 [c.583]
Погрешности штангенциркулей приведены в табл. 10. У ШЦ-1, имеющего глубиномерную линейку, при измерении глубины 20 мм погрешность не должна превышать 0,07 мм. К штангенциркулям ШЦ-1П, у которых нет острых губок, прилагаются приспособления для разметки. [c.674]
Погрешность штангенинструментов определяют с помощью концевых мер длины класса точности 3. Поверку осуществляют в шести точках, равномерно распределенных по шкале, если отсчет по нониусу С = 0,05 мм, и в трех точках, если С = 0,1 мм. При определении погрешностей штангенциркулей блок концевых мер длины помещают между измерительными поверхностями губок измерительные поверхности должны прижиматься с силой, которая обеспечивает их нормальное скольжение по поверхности мер при отпущенном винте рамки. При поверке штангенглубииомера его основание прижимают к двум одинаковым блокам мер, притертым к плоской стеклянной пластине или поверочной плите. Штангенрейсмассы поверяют по мерам, установленным на поверочной плите. Показания штангенинструментов поверяют при свободной и закрепленной рамках. [c.47]
Измерение длины общей нормали. Измерением длины общей нормали по колесу Х 1 (см. рис. 16.2, г) можно выявить погрешность обката, зависящую от неточности делительной червячной пары зубо-обрабатывающих станков. Среднее значение длины общей нормали характеризует смещение исходного контура Анг- Длину общей нормали можно проверять (для повышения точности измерений) штангенциркулем, микрометром с тарельчатыми наконечниками (рис. 17.5, а) или нормалемерами (рис. 17.5, б). Нормалемер состоит из полой штанги /, на которую насажена разрезная втулка 2, имеющая ) естко закрепленную измерительную губку 3. В корпусе б установлена подвижная губка 4, которая может совершать небольшие по- [c.213]
Примечания-. 1. Призер обозночек .я штангенциркуля, выпускаемого по ГОСТу, типа ШЦ-11 с диапазоном измерении до 250 мм и отсчетом по нониусу 0,05 мм штангенциркуль ШЦ-11-250-0.05 ГОСТ 166 — 80 штангенциркуля, выпускаемого по ГУ, типа ШЦ-11 с диапазоном измерения 1500 — 3000 мм согласно работе [6J Штангенциркуль ШЦ-111-1500 —3000, 2. В графах 8 н 9 указаны погрешности для всего диапазона измерений. Ма участках шкалы меньше диапазона измерений, по ГОСТ 106 — 80, погрешности должны быть уменьшены. [c.142]
Произведено измерение одной и той же длины L тремя различными способами различной точности микрометром с погрешностью 0,01 мм, штангенциркулем с нониусом до 1/50 мм, штангенциркулем с нониусом до 1/10 мм и получены следатощие результаты 15,69 мм - микрометром 15,66 мм - штангенциркулем до 1/50 мм 15,70 мм - штангенциркулем до 1/10 мм. [c.80]
Ответ. Критерием для установления весов в данном случае будет погрешность применяемых приборов. Самому малоточному прибору — штангенциркулю (1/10), имеющему погрешность 0,1 мм, приписываем вес, равный единице. Второму измерению (1/50) придаем вес, равный пяти, как имеющему погрешность в 5 раз меньшую, а первому результату,. полученному с использованием вдвое более точного прибора, приписываем вес, равный 10. Для получения достоверного окончательного резуль- [c.80]
Приборы для измерения деформаций образца поверяют в каждом отдельном случае по соответствующей инструкции. Зеркальные тензометры поверяют по инструкции 236—56. Поверка состоит в измерении длины наибольших диагоналей ромбических призмочек на оптиметре с точностью до 0,001 мм и в проверке делений миллиметровых шкал с помощью штангенциркуля, цена деления которого 0,1 мм. Допускаемая при этом погрешность составляет 0,5 мм на каждые 10 мм шкалы и на всю длину шкалы. Индикаторы часового типа с ценой деления 0,01 мм поверяют по инструкции 141—55, а с ценой деления 0,002 мм согласно методическим указаниям № 189. [c.105]
Сначала делят окружность на три равные части, находят точки А, В а С, л затем", установив циркуль с максимально возможной точностью на подсчитанную длину, делят отдельно каждую часть окружности А В, ВС и С А на пять частей. При таком способе деления опшбка уменьшается в 3 раза. Ешс меньшая погрешность при делении окружности получится, если вместо циркуля пользоваться разметочным штангенциркулем. [c.42]
На стержень надевают верхний брусок приспособления 4 (если образец состоит из картонных шайб), устанавливают индикаторы часового типа 1 и помнцают между плитами любого пресса, обеспечивающего в процессе испытания образцов давление, указанное в стандарте на продукцию. Значение давления устанавливается в стандарте на картон. Образец для выравнивания поверхности картонных шайб и компенсации воздушных зазоров между ними сжимают усилием 1 МПа. При помощи штангенциркуля измеряют расстояние между брусками или плитами с двух диаметрально противоположных сторон устройства и вычисляют высоту образца. За начальную высоту образца ho принимается среднее арифметическое двух определений с погрешностью не более 0,1 мм. Далее сжатие увеличивают до заданного значения, указанного в стандарте на картон, со скоростью 1 кН/с и выдерживают под заданной нагрузкой 5 мин, после чего определяют изменение высоты образца по показаниям индикаторов. [c.246]
Ввиду невозможности крепления зеркального прибора на тензокалибраторах распространенных конструкций его поверка состоит в измерении длины наибольших диагоналей ромбических призм на оптиметре с точностью До,0,001 мм и в проверке делений миллиметровой шкалы посредством штангенциркуля с ценой деления 0,1 мм. Допускаемая погрешность 0,5 мм на каждые ГО жж шкалы и на всю длину шкалы. [c.107]
Погрешность показаний штангенин-струмента не должна превышать величины отсчёта по нониусу. Исключение составляют штангенинструменты больших размеров (свыше Зи0- -400 мм) погрешности показаний их могут превышать величину отсчёта по нониусу в 1,5 — 2 раза. Для штангенциркулей от I до 4 л допустимая погрешность показаний увеличивается на 0,1 мм на каждый метр длины. [c.419]
Допускаемые погрешности показаний штангенциркуля при свободной и затянутой стопором рамке не должны превышать величины отсчета по нониусу со знаком . У штангенциркулей, выпущенных до ББвдения гост 166—51, с а = = 0,02 мм и пределом измерения 300—500 мм допускаемая погрешность равна 0,03 мм, а с пределом измерения 500—1000 0,04 мм. При проверке штангенциркуля концевые меры следует располагать так, чтобы длинное ребро меры располагалось перпендикулярно ребру штанги. Для проверки плоскопараллельности губок проверку показаний штангенциркуля следует производить при двух положениях концевой меры у торца губок и на ближайшем расстоянии от штанги. В таком положении производится проверка по всем точкам [c.258]
Для измерения наружных и внутренних размеров применяют штангенциркули с двусторонним расположением губок с линейкой для измерения глубин типа ШЦ-1, без линейки — типа ШЦ-И, ШЦ-П1. Для измерения размеров глубин используется штангенглубиномер типа ШГ и др. С их помощью можно измерять линейные величины в пределах О—250 мм с погрешностью 0,05— 0,1 мм О—4000мм — с погрешностью 0,1— 0,4мм (зависит от типа инструмента). [c.569]
Погрешность измерений при помощи штангенинструментов.
Погрешность измерений штангенинструментами
Погрешности линейных измерений
Как и при измерениях любыми инструментами, штангенинструментом можно измерить линейные размеры детали с некоторой предельной степенью точности, которая зависит не только от качества и точности изготовления измерительного средства, но и от некоторых других факторов.
Погрешностью средств измерений называется отклонение его показания (выходного сигнала) от воздействующей на его вход измеряемой величины (входного сигнала).
Погрешности, возникающие в процессе измерений, можно разделить на систематические и случайные.
Кроме этого, в процессе измерения могут появиться грубые (очень большие) погрешности, а также могут быть допущены промахи.
К систематическим погрешностям относят составляющую погрешности измерений, которая остается постоянной или закономерно изменяется при повторных измерениях одной и той же величины.
Как правило, систематические погрешности могут быть в большинстве случаев изучены и учтены до начала измерений, а результат измерения может быть уточнен за счет внесения поправок, если их числовые значения определены, или за счет использования таких способов измерений, которые дают возможность исключить влияние систематических погрешностей без их определения.
К случайным погрешностям измерения относят составляющие погрешности измерений, которые изменяются случайным образом при повторных измерениях одной и той же величины.
Эти погрешности, в отличие от систематических, нельзя предвидеть заранее, поскольку их появление носит случайный характер.
Основными причинами грубых погрешностей и промахов могут являться ошибки экспериментатора, резкое и неожиданное изменение условий измерения, неисправность прибора и т. п.
Суммарная погрешность измерения с помощью штангенинструментов состоит из следующих составляющих:
- погрешность Δ1,возникающая от ошибок нанесения штрихов шкалы на штанге и на нониусе. Это систематическая погрешность, но она не известна и не может быть учтена и компенсирована, поэтому ее учитываю как случайную;
- погрешность Δ2, возникающая из-за нарушения принципа Аббе. Это случайная погрешность первого порядка, зависящая от длины губок, зазоров в направляющей ползуна и усилия прижима губки к измеряемой детали;
Эрнст Аббе (1840-1905) - немецкий физик-оптик. Является автором теории микроскопа, конструктор многих оптических приборов. Руководитель оптических заводов К. Цейса в Йене.
Принцип Аббе (компараторный принцип, принцип последовательного расположения) заключается в следующем: линия измерения должна являться продолжением линии рабочих (снимающих размер) элементов измерительного прибора, т. е. необходимо, чтобы ось шкалы прибора располагалась на одной прямой с контролируемым размером проверяемой детали.
В случае расположения измерителя и измеряемого предмета не на одной прямой при измерении возникает ошибка первого порядка, величина которой будет тем больше, чем больше при одних и тех же условиях было расстояние между предметом и измерителем.
При уменьшении этого расстояния уменьшается и возможная ошибка, которая сделается равной нулю, когда измеряемый предмет и измеритель, с которыми производится сравнение, будут расположены на одной прямой.
Это положение было впервые высказано Э. Аббе в 1890 г. на съезде в Бремене. Оно легло в основу устройства ряда измерительных приборов, сконструированных фирмой К. Цейса в Йене и получило название принцип Аббе.
Если этот принцип не выдерживается, то перекос и не параллельность направляющих измерительного прибора вызывают значительные погрешности измерения.
При соблюдении принципа Аббе погрешностями, вызываемыми перекосами, можно пренебречь, так как они являются ошибками второго порядка малости.
- погрешность Δ3, возникающая из-за ошибок отсчета по штриховой шкале и нониусу. Это случайная погрешность;
- погрешность Δ4, возникающая из-за неодинакового усилия прижима губки к измеряемой детали. Это случайная погрешность, возникающая из-за деформации контролируемой поверхности измерительными губками;
- погрешность Δ5,возникающая из-за отклонений температуры изделия и штангенинструмента от нормальной температуры. В процессе измерения штангенинструмент, а иногда и контролируемую деталь держат в руках. Поэтому температура измеряемой детали и штангенинструмента переменная, что вызывает случайную погрешность;
- погрешность Δ6, возникающая от перекосов губок штангенинструмента относительно измеряемой детали.
***
Суммарная погрешность определяется суммой квадратов всех перечисленных погрешностей:
ΔΣ = ±2σ = √(∆12 + ∆22 + ∆32 + ∆42 + ∆52 + ∆62).
У электронного штангенциркуля дополнительно возникает погрешность Δ7 из-за ошибок инкрементного емкостного преобразователя, но зато отсутствует погрешность штриховых шкал Δ1 и отсчета по ним Δ3.
Таким образом, погрешность электронного штангенциркуля может быть определена по формуле:
ΔΣ = ±2σ = √(∆22 + ∆42 + ∆52 + ∆62 + ∆72).
Из этих формул видно, что основные и наиболее значимые составляющие погрешности механического и электронного штангенинструмента – погрешности, обусловленные нарушением принципа Аббе (перекосами инструмента при измерениях) и отклонением температуры. Поэтому наличие инкрементного преобразователя и цифрового отсчета не повышает точность электронного штангенинструмента, несмотря на меньшую дискретность отсчета (0,01 мм) и более удобное считывание показаний.
Фирмы-изготовители часто приводят эмпирические формулы для расчета погрешности измерения собственных инструментов.
Так, фирма "Tesa" (Швейцария) приводит следующие формулы для ориентировочного расчета предельно допустимой погрешности измерения штангенциркулем:
- с нониусом или циферблатом с ценой деления нониуса 0,1 или 0,05 мм: Δlim = (20 + ℓ/10 мм) мкм;
- для штангенциркулей с ценой деления нониуса 0,02 мм: Δlim = (22 + ℓ/50 мм) мкм.
Однако во всех случаях практически предельно допустимая погрешность измерения штангенинструментов будет более 50 мкм.
Штангенциркули, штангенглубиномеры и штангенрейсмасы так же, как и другие средства измере-ния, подлежат обязательной поверке и калибровке. Поверку и калибровку штангенинструментов проводят в соответствии с ГОСТ 8.113-85.
Поверку погрешностей показаний штангенинструментов производят с помощью концевых мер длины в нескольких точках диапазона измерений.
При поверке губки штангенинструмента должны быть перпендикулярны широким нерабочим плоскостям мер.
Поверка показаний производится при свободной и закрепленной рамке для двух положений блока мер на ближнем и дальнем расстоянии от штанги.
Губки штангенинструмента должны прижиматься к мерам с усилием, обеспечивающим нормальное скольжение по рабочим поверхностям мер.
***
Допуски, посадки, квалитеты
Главная страница
Дистанционное образование
Специальности
Учебные дисциплины
Олимпиады и тесты
| Штангенциркуль это измерительный инструмент, позволяющий определять внешние, внутренние размеры, а так же глубину отверстий и уступов. Он состоит из штанги с измерительной шкалой и подвижной рамки со шкалой нониуса. Использование нониуса позволяет значительно повысить точность измерения. Благодаря простоте в обращении, штангенциркули являются основным измерительным инструментом на производстве. Наиболее часто они используются при проведении токарно-фрезерных и слесарных работ. Штангенциркуль входит в состав наборов для визуального и измерительного контроля ВИК. Технические условия на штангенциркули регламентированы ГОСТ 166-89. Методика поверки содержится в ГОСТ 8.113-85. Образец протокола поверки штангенциркуля можно скачать по ссылке. При необходимости на штангенциркуль может быть выдан сертификат о калибровке собственной метрологической службы. Подробная информация о поверке штангенциркулей здесь. Виды штангенциркулей:
Видео как пользоваться штангенциркулем. Подпишитесь на наш канал YouTube
Штангенциркуль нониусный тип ШЦ-IШтангенциркуль типа ШЦ-1 с двусторонним расположением губок и специальной линейкой, используется для измерения внутренних и наружных поверхностей а также глубины отверстий с отсчетом по нониусу в 0.02 мм. Нониусный штангенциркуль ШЦ-1 соответствует требованиям ГОСТ 166-89 и внесен Госреестр средств измерения за №41093-09. мм. Методика поверки штангенциркулей регламентирована ГОСТ 8.113-85. Погрешность измерений по основной шкале для штангенциркулей 1 класса точности составляет 0,05мм, для 2 класса 0,1мм. Диапазон измерений от 0 до 300мм в зависимости от модели. При необходимости может быть выдано свидетельство о поверке. Основные технические характеристики приведены в таблице:
Штангенциркуль нониусный тип ШЦ-IIШтангенциркули типа ШЦ-2 так же, как и ШЦ-1, имеют губки для измерения внешних и внутренних размеров деталей, а так же линейку для определения глубины. Особенностью ШЦ-II является возможность разметки деталей с помощью устройства точной подачи рамки. Общие требования к штангенциркулям ШЦ-2 содержатся в ГОСТ 166-89. ШЦ2 внесены в Госреестр средств измерения за №41094-09, диапазон измерения варьируется от 0 до 500мм в зависимости от модели. При необходимости, на инструмент может быть выдано свидетельство о поверке. Основные технические характеристики ШЦ-II приведены в таблице:
Штангенциркуль нониусный тип ШЦ-IIIШЦ-3 - односторонний штангенциркуль с возможностью разметки деталей и определения внутренних и внешних размеров. Нониусный штангенциркуль ШЦ-3 соответствует требованиям ГОСТ 166-89 и внесен Госреестр средств измерения за №41094-09. Диапазон измерения от 0 до 2000мм в зависимости от модели. По запросу может быть выдано свидетельство о поверке. Основные технические характеристики ШЦ-3 приведены в таблице:
Штангенциркули электронные тип ШЦЦ-IЭлектронные штангенциркули используется для определения внешних, внутренних размеров, а так же глубины отверстий и уступов. Этот тип штангенциркулей снабжен цифровой шкалой отсчета, позволяющей быстро снимать показания, уменьшая вероятность субъективной ошибки. Шкала выполнена на основе жидкокристаллического индикатора. Кроме традиционного применения на производстве, электронные штангенциркули часто используются в метрологических службах и ОТК. ШЦЦ-1 соответствует требованиям ГОСТ 166-89 и внесен Госреестр средств измерения за №41093-09. Диапазон измерений инструмента от 0 до 300мм в зависимости от модели. При необходимости может быть выдано свидетельство о поверке. Основные характеристики электронных штангелей приведены в таблице:
|
Точность, прецизионность приборов и погрешности измерений - Учебный материал для IIT JEE
- Кинематика и вращательное движение
-
ПРЕДЛАГАЕМАЯ ЦЕНА: рупий.636
- Просмотр подробностей
Введение в ошибку
Измерение - основное требование почти любого научного эксперимента и теории.Будь то изучение единиц и размеров тела или изучение глубоких теорий электричества и магнетизма, нам нужны измерения во всем, чтобы понять основные концепции, лежащие в основе этого. Каждое измерение связано с некоторой формой неопределенности в эксперименте.
Например, . Предположим, вы измеряете высоту здания, чтобы вычислить скорость объекта, когда он отбрасывается вертикально вверх в определенный момент, и инструмент, который вы используете для измерения здания, сломан или поврежден, тогда ваш ответ точно будет неправильным.Причина неправильного измерения - неточность прибора.
Неопределенности, возникающие при проведении эксперимента, называются ошибками. Обычно ошибки возникают в результатах наших экспериментов, так как каждое измеренное значение содержит ошибку. Очень важно исключить ошибки из наших результатов, чтобы они не создавали проблем в будущем. Природа ошибки основана на двух терминах, а именно на точности и точности.
Точность
Изображение 1: Разница между точностью и точностью
Точность определяется как близость измеренного значения к стандартному значению .Предположим, вы взвесили ящик и отметили 3,1 кг, но его известное значение составляет 9 кг, тогда ваше измерение неточно.
Точность инструментов
Изображение 2: Пример точности и точности
Точность определяется как близость двух или более измеренных значений друг к другу. Предположим, вы взвесили один и тот же ящик пять раз и получили близкие результаты, такие как 3.1, 3.2, 3.22, 3.4, и 3.0 тогда ваши измерения точны.
Помните: Точность и Точность - два независимых термина. Вы можете быть очень точными, но неточными, или наоборот.
Единицы измерения вращаются вокруг точности , и точности , , поэтому мы находим показания нашего эксперимента в десятичной форме.
Типы ошибок

Изображение 3: Систематическая ошибка может возникать двумя способами
Обычно ошибки бывают двух типов:
-
Систематические ошибки
-
Случайные ошибки
Систематические ошибки
Ошибки, возникающие только в одном направлении, называются Систематическими ошибками .Направление может быть положительным или отрицательным, но не одновременно. Систематическая ошибка также известна как повторяющаяся ошибка , поскольку она возникает из-за оборудования по умолчанию и неправильного экспериментального оборудования. Эти ошибки возникают, если устройство, которое используется для измерения, неправильно откалибровано. Вот некоторые источники систематических ошибок:
Инструментальные ошибки: Ошибки, возникающие из-за отсутствия точности в инструменте, называются инструментальными ошибками.Инструментальная ошибка возникает по следующим причинам:
-
Если прибор неправильно сконструирован и неточен
-
Неправильная калибровка прибора
-
Если чешуя стерлась по краям или где-то сломалась
-
Если прибор дает неправильные показания вместо фактических
Примеры
-
Если маркировка термометра откалибрована неправильно, допустим, 108 ° C вместо 100 ° C, тогда он называется An Instrumental Error
-
Если измерительная шкала стерлась на конце
-
Если атмосферное давление 1 бар и прибор показывает 1.5 тактов, значит опять инструментальная ошибка
-
В штангенциркуле с нониусом, если 0 на основной шкале не совпадает с нулем на шкале Вернье, то это инструментальная ошибка, поскольку штангенциркуль вернье не соответствует своей конструкции.
Несовершенство техники: Если эксперимент не проводится в соответствии с надлежащими руководящими принципами или окружающие физические условия не постоянны, это приводит к несовершенству технических ошибок.Эти ошибки возникают из-за:
-
Если прибор не используется должным образом
-
При несоблюдении инструкций по правилам эксперимента
-
Если окружающая среда не соответствует внешним физическим условиям
-
Если методика неточная
Пример
- Если поместить термометр под подмышку, а не язык, то температура всегда будет ниже, чем на теле, так как техника использования термометра неправильная
Персональные ошибки: Эти ошибки возникают из-за неправильной настройки оборудования, отсутствия навыков наблюдения в эксперименте и основаны только на небрежности человека.Личные ошибки зависят от пользователя или студента, проводящего эксперимент, и не имеют ничего общего с настройками прибора.
Пример
- Для измерения высоты объекта, если ученик неправильно поставит голову, это может привести к параллаксу и показания будут неправильными.
Как уменьшить систематические ошибки?
Систематические ошибки можно преуменьшить с помощью:
-
Улучшение экспериментальной техники путем проведения эксперимента в соответствии с руководящими принципами и мерами предосторожности эксперимента
-
Используя правильные, точно точные инструменты и отправляя старые изношенные инструменты на техническое обслуживание
-
Больше концентрации во время проведения эксперимента, чтобы избежать глупых ошибок при снятии показаний измерения
-
По возможности устранение личных ошибок и безопасное хранение приборов после эксперимента
Случайные ошибки
Случайные ошибки не фиксируются по общим периметрам и зависят от измерений к измерениям.Вот почему они называются случайными ошибками, поскольку они случайны по своей природе. Случайные ошибки также определяются как колебания статистических показаний из-за ограничений точности прибора. Случайные ошибки возникают из-за:
Пример
Мы можем только уменьшить количество случайных ошибок и не можем полностью их устранить, поскольку они непредсказуемы и не исправлены по своей природе, как систематические ошибки.
Ошибка наименьшего счета

Изображение 4: Все измерительные приборы имеют наименьшее значение .
Наименьшее значение, которое может быть измерено в приборе, называется Наименьшее значение счетчика прибора . Наименьшее количество определяет основную часть измерения и встречается как в случайных, так и в систематических ошибках
Наименьшая ошибка счета зависит от разрешения прибора. Наименьшую ошибку подсчета можно рассчитать, если мы знаем наблюдения и наименьшее количество инструментов. В приведенной ниже таблице показано наименьшее количество некоторых инструментов.
| Инструмент | Наименьшее количество |
| Штангенциркуль | 0.01 см |
| Сферометр | 0,001 см |
| Микрометр | 0,0001 см |
Мы используем высокоточные инструменты, чтобы улучшить технику экспериментов, тем самым уменьшив ошибку подсчета. Чтобы уменьшить наименьшую ошибку подсчета, мы проводим эксперимент несколько раз и берем среднее арифметическое всех наблюдений. Среднее значение всегда почти близко к фактическому значению измерения.
Абсолютная ошибка
Абсолютная ошибка определяется как разность между точным значением и приблизительным значением соответствующих показаний . Он показывает, насколько далек результат измерения от его истинного значения. В качестве примера предположим, что мы проводим эксперимент, в котором показания: 1 , 2 , 3 , 4 , 5 …. до n и общее количество наблюдений «n»,
Тогда среднее значение измерения можно рассчитать как:
a среднее значение = a 1 + a 2 + a 3 + ………….+ а n / n
Абсолютная ошибка обозначается обозначением | Δa | , а ошибки в отдельных измерениях можно рассчитать как:
Δa 1 = a среднее - a 1
Δa 2 = a среднее значение - a 2
Δa 3 = a среднее значение - a 3
……. ……… ..…
Δa n = a среднее значение - a n
Помните, что Δa может быть положительным или отрицательным знаком, но всегда будет фокусироваться на его величине.Кроме того, среднее арифметическое всех абсолютных ошибок является окончательным средним абсолютных ошибок эксперимента.
Δa среднее значение = Δa 1 + Δa 2 + Δa 3 + …………… .. + Δa n / n
Во-вторых, обратите внимание, что значение всегда находится между средним значением - Δa средним и средним значением + Δa средним. Математически диапазон измеряемого значения «а» равен
a среднее - Δa среднее среднее + Δa среднее
Простыми словами Абсолютная погрешность = Фактическое значение - Приблизительное значение
Относительная ошибка
Относительная ошибкаопределяется как отношение средней абсолютной ошибки Δa mean к среднему значению a mean величины, измеренной в эксперименте.Вместо абсолютной ошибки мы используем относительную погрешность, так как становится проще вычислить ошибки и сделать необходимые приближения.
Относительная погрешность = Δa среднее / a среднее
Пример
Если фактическое значение величины 50, а измеренное значение 49,8. Затем вычислите в нем абсолютную погрешность и относительную погрешность.
У нас есть среднее значение , = 50 (среднее значение , и фактическое значение - одно и то же)
Измеренное значение = 49.8
Абсолютная погрешность = Фактическое значение - Измеренное значение
= 50 - 49,8
= 0,2
Относительная погрешность = 0,2 / 50 = 0,4%
Ошибка в процентах

Изображение 5: Формулы для вычисления процентной ошибки
Когда мы умножаем относительную ошибку на 100, мы получаем ошибку в процентах. Поскольку величина относительной погрешности очень мала, нам становится удобно записывать ее в процентах.Математически
Ошибка в процентах = относительная ошибка × 100
Ошибка в процентах = Δa среднее / a среднее × 100
Комбинация ошибок
Когда мы проводим физический эксперимент, нам приходится иметь дело с рядом ошибок. Ошибки могут быть в форме сложения или вычитания или могут быть в форме деления или умножения. В примере давление определяется как сила на единицу площади, а затем, если есть некоторая ошибка в силе и площади, есть вероятность, что будет ошибка и в давлении.Как теперь вычислить эту ошибку? Есть два способа вычисления комбинированных ошибок:
-
Ошибка суммы или разницы
-
Ошибка в произведении или частном
-
Ошибка при возведении измеряемой величины в степень
Ошибка суммы или разницы
Допустим, две физические величины A и B имеют фактические значения как A ± ΔA и B ± ΔB, тогда ошибка в их сумме C может быть вычислена как
C = A + B, тогда максимальная ошибка в C будет
ΔC = ΔA + ΔB, для разницы также используйте ту же формулу.Помните, что когда две величины складываются или вычитаются, абсолютная ошибка в окончательном ответе всегда будет суммой отдельных абсолютных ошибок.
Пример
Длина двух шкал дается как l 1 = 20 см ± 0,5 см и l 2 = 30 см ± 0,5 см, тогда окончательная длина путем сложения длины обеих шкал будет равна 50 см ± 1 см
Ошибка продукта или частного
Когда две величины делятся или умножаются, относительная ошибка в окончательном ответе выражается как сумма относительной ошибки каждой величины
Предположим, что A и B - две величины, с абсолютной ошибкой ΔA и ΔB, а C - произведение A и B, то есть C = AB, тогда относительная ошибка в C может быть рассчитана как:
ΔC / C = ΔA / A + ΔB / B
Пример
Масса вещества составляет 100 ± 5 г, а объем - 200 ± 10 см. 3 , тогда относительная ошибка плотности будет суммой процентной ошибки массы, которая составляет 5/100 × 100 = 5%, и процентной ошибки. в объеме, который составляет 10/200 × 100 = 5%, что составляет 10%.
Ошибка при увеличении измеряемой величины до некоторой степени
Относительная ошибка физической величины, возведенная в степень «s», может быть вычислена путем умножения «s» на относительную ошибку физической величины.
Предположим, что существует величина S = A 2 , где A - любая измеренная величина, тогда относительная погрешность S будет выражаться как:
ΔS / S = 2ΔA / A
Общая формула для определения относительной погрешности в таких случаях может быть записана как:
Предположим, что S = A x B y C z, , затем
ΔS / S = x ΔA / A + y ΔB / B + z ΔC / C
Пример
Относительная ошибка в S = A 3 B 4 C 2 , будет записана как,
ΔS / S = 3ΔA / A + 4ΔB / B + 2 ΔC / C
Посмотрите это видео, чтобы получить дополнительную информацию
Дополнительная информация
Точность, прецизионность приборов и погрешности измерений
Особенности курса
- 731 Видеолекция
- Примечания к редакции
- Документы за предыдущий год
- Ментальная карта
- Планировщик обучения
- Решения NCERT
- Обсуждение Форум
- Тестовая бумага с видео-решением
.
новейших вопросов о штангенциркуле - Stack overflow на русском
Переполнение стека- Около
- Продукты
- Для команд
- Переполнение стека Общественные вопросы и ответы
- Переполнение стека для команд Где разработчики и технологи делятся частными знаниями с коллегами
- Вакансии Программирование и связанные с ним технические возможности карьерного роста
- Талант Нанимайте технических специалистов и создавайте свой бренд работодателя
- Реклама Обратитесь к разработчикам и технологам со всего мира
Мероприятия по ремонту и техническому обслуживанию штангенциркуля, чтобы избежать ошибок
Техническое обслуживание штангенциркуля: Правильное использование штангенциркуля является основным и наиболее важным условием для обеспечения качества продукции. Чтобы поддерживать функциональность и стабильность штангенциркуля нониусом, необходимо регулярно проводить плановое техническое обслуживание и дополнительный уход. Полную технику калибровки и стандартную процедуру штангенциркуля можно увидеть здесь .
Обсуждается пошаговый подход, чтобы понять меры предосторожности, которые следует иметь в виду, имея штангенциркуль с нониусом.Для обеспечения безопасности и легкого доступа штангенциркуля Vernier Calipers должно быть достаточно места. При использовании различных штангенциркулей Vernier 5S можно реализовать, как показано на рисунке ниже.
 Штангенциркуль с нониусом
Штангенциркуль с нониусом Ниже приведены шаги по техническому обслуживанию, которые необходимо выполнять для предотвращения неисправности штангенциркуля:
Удаление пыли и грязи:
Очистите штангенциркуль и поверхности предметов, которые необходимо измерить. Штангенциркуль необходимо обслуживать и чистить, чтобы предотвратить ошибки измерения из-за пыли или грязи.Специалисты не рекомендуют использовать штангенциркуль на загрязненных или грубых предметах. Это связано с тем, что он будет считывать неверные измерения, что может привести к производственным потерям.
Не используйте штангенциркуль с другим инструментом:
Никогда не кладите штангенциркуль вместе с другими тяжелыми инструментами, например молотками, сверлами, режущими инструментами, напильниками и т. Д. Эти инструменты могут ударить друг друга и привести к аварии.
Также не рекомендуется ставить штангенциркуль на токарный станок.Потому что когда токарный станок находится в рабочем состоянии, это может привести к несчастным случаям. Штангенциркуль может упасть с токарного станка или его губки могут разорваться, сломаться или разделиться из-за пульсации токарного станка.
Используйте штангенциркуль для специальных функций:
Используйте прибор для его конкретной функции, например, для измерений. Штангенциркули Vernier Caliper нельзя использовать в качестве альтернативы для других инструментов. Также нецелесообразно использовать штангенциркуль в качестве молотка, ножной шкалы и т. Д.Также смешно использовать его неуместно для развлечения и рассматривать штангенциркуль Vernier как игрушку, например, подбрасывать штангенциркуль. Такие безответственные действия разрушат производительность Vernier Caliper.
Беречь от неблагоприятных температур:
Температура может существенно повлиять на результаты измерений. Объекты необходимо измерять с учетом обстоятельств, что общая температура должна быть приблизительно 20 ° C (68 ° F). По сути, следует предполагать диапазон температур, потому что при более высокой температуре материал штангенциркуля может расширяться, и разница в показаниях может составлять несколько микрометров.
Рекомендуемая комнатная температура, которая должна быть около 20 градусов по Цельсию, но объект и штангенциркуль должны иметь одинаковую температуру.
В противном случае результаты измерений могут быть неточными из-за разного расширения различных материалов объекта и измерительного прибора из-за изменения температуры. ШтангенциркульVernier Caliper может оказывать влияние из-за изменений температуры. Штангенциркуль Vernier нельзя подвергать воздействию длительного солнечного света, так как это может повлиять на измерения из-за теплового расширения.Не размещайте штангенциркуль Vernier Caliper рядом с высокотемпературными зонами, такими как печь, передатчик тепла и электрическая плита, из-за теплового расширения.
Знайте свое местоположение во время измерения:
При проведении технического обслуживания штангенциркуля Нони нельзя ставить его близко к магнитной области, например, на магнитной скамье, чтобы избежать намагничивания.
Самостоятельно не ремонтировать:
При изучении различных нестандартных погрешностей измерения штангенциркулем, таких как неровность поверхности, коррозия, изгиб объекта или бесполезные действия.Рукоятку штангенциркуля Vernier нельзя отремонтировать самостоятельно, никогда не используйте молоток или какой-либо другой материал для ремонта. Пользователь должен передать ошибку штангенциркуля Vernier в стандартную мастерскую по ремонту или калибраторам, чтобы правильно устранить неисправность.
Очищайте штангенциркуль после каждого использования:
Пользователи должны очистить его от грязи или любых других загрязняющих веществ после его использования. Штангенциркуль, изготовленный из нержавеющей стали или покрытый защитным металлом, должен быть покрыт антикоррозийной смазкой.Поместите его в специальный контейнер и поместите в обезвоженные места, чтобы он не заржавел.

Регулярное обслуживание защиты штангенциркуля:
Необходимо регулярно проводить ремонтные работы, чтобы штангенциркуль Vernier оставался в рабочем состоянии. Старые штангенциркули должны регулярно доставляться в авторизованный центр для калибровки на предмет правильности и проверки работоспособности, чтобы избежать проблем с качеством, вызванных абсурдными ошибками считывания штангенциркуля.
Ремонт штангенциркуля Digital Vernier
Цифровые штангенциркули с нониусом почти никогда не содержат таких проблем, как обычные штангенциркули. Небольшое количество проблем, с которыми может столкнуться пользователь, возникает из-за разряженных батарей, может быть вызвано неправильным взаимодействием с батареей или по следующим причинам:
Постоянные цифры:
Это происходит из-за непроизвольной неисправности в цепи, которая проявляется в отображении ошибок определенных чисел или несвязанных символов или знаков на цифровом экране.Выньте аккумулятор и поместите его обратно в штангенциркуль в течение 30 секунд. После нескольких попыток он заработает правильно, и ошибка будет устранена.
Мигающие цифры:
Мигающая цифра может возникнуть из-за короткого замыкания в электросети. Чтобы решить эту проблему, вы должны как можно раньше вынуть батареи. Установите новые батареи, чтобы штангенциркуль вернье функционировал должным образом.

Ошибка отображения номера:
Это происходит из-за его неустойчивого шоу.Это происходит из-за наклейки влажного экранирования. Чтобы решить эту проблему, пользователю рекомендуется следовать процедурам, описанным в предыдущем пункте.
Ограниченное или нулевое отображение:
Отсутствует электрическое напряжение, из-за которого появляется этот нулевой дисплей. Выньте испорченные батареи и посмотрите, как они установлены. Если в батареях появляются загрязнения или другие примеси, рекомендуется дезинфицировать соединение батарей до тех пор, пока они не станут безупречными.Вставьте батарейки обратно в цифровой штангенциркуль. После этого он должен отображаться правильно.
Обычный ремонт:
Техника исправления применяется только тогда, когда нет другого способа исправить это. Первоначально снимите электронные компоненты и проведите техническое обслуживание, учитывая вышеуказанные пункты. Если проблема не устранена , обратитесь к производителю или в службу технической поддержки.
.Прецизионные измерения штангенциркуля и его точность
 Что такое точность? Точность измерения штангенциркулем определяется тем, насколько оно близко к фактическому или истинному значению в соответствии с ISO 5725-1. В случае нескольких измерений одного и того же объекта точность учитывает влияние случайных и систематических ошибок. Термин «точность» также используется для вычислений таким же образом, показывая нам, насколько близок расчет к фактическим значениям.Термин «точность» также используется для описания точности измерения, которая определяется количеством десятичных знаков в значении.
Что такое точность? Точность измерения штангенциркулем определяется тем, насколько оно близко к фактическому или истинному значению в соответствии с ISO 5725-1. В случае нескольких измерений одного и того же объекта точность учитывает влияние случайных и систематических ошибок. Термин «точность» также используется для вычислений таким же образом, показывая нам, насколько близок расчет к фактическим значениям.Термин «точность» также используется для описания точности измерения, которая определяется количеством десятичных знаков в значении.
Что такое точность? Когда говорят о наборе измерений, выполненных штангенциркулем Vernier, термин «точность» используется для описания того, насколько близки измеренные значения друг к другу. Это не обязательно означает, что значения верны. Набор значений может быть точным, но в то же время неточным, как показано на изображении ниже:
Точность и прецизионность штангенциркуля
Точность и Точность часто связаны с двумя типами ошибок.Точность связана с систематической ошибкой в наборе измерений, а точность связана со случайными ошибками.
Случайная ошибка является результатом непредсказуемых нарушений, которые могут возникнуть при выполнении одного и того же измерения. Это может произойти из-за некоторых изменений в устройстве или может быть результатом разницы в наблюдениях при чтении прибора пользователем. Природа случайных ошибок такова, что они всегда связаны с измерительными приборами, такими как штангенциркуль, и вызывают расхождения в показаниях одного и того же измерения.Однако их влияние можно свести к минимуму, повторив измерение и взяв среднее значение результатов.
Систематические ошибки связаны с неточностями прибора или методов, используемых для выполнения измерений. Это делает невозможным устранение его эффектов методом усреднения, поскольку все значения будут отличаться в одном направлении. Для устранения систематической ошибки необходимо найти ее причину. Это может быть в форме неправильной калибровки штангенциркуля, неправильного метода измерения или даже влияния окружающей среды на процесс.Нулевые ошибки, вызванные неправильной настройкой инструмента, являются примером систематической ошибки.
Пример разницы для точности и Precision
Пример чтения 1:
, если истинное значение длины объекта составляет 10 мм. Один человек принимает показания объекта по Vernier Caliper как 10,02 мм, 10,01 мм, 10,03 мм, 10,01 мм и 10,05 мм.
Пример показаний 2:
Другой принимает показания как 10.10, 10.09, 10.10, 10.09 и 10.10.
Заключение:
Таким образом, первый набор показаний более точен и менее точен, а второй набор показаний более точен и менее точен.
Методы калибровки штангенциркуля и стандартная процедура
Штангенциркули  относятся к категории высокоточных измерительных приборов , что означает, что они обеспечивают очень точные измерения, часто с точностью до сотых долей миллиметра. Эта точность достигается за счет использования нониусной шкалы , прикрепленной к основной шкале, что отличает штангенциркуль от других штангенциркулей.
относятся к категории высокоточных измерительных приборов , что означает, что они обеспечивают очень точные измерения, часто с точностью до сотых долей миллиметра. Эта точность достигается за счет использования нониусной шкалы , прикрепленной к основной шкале, что отличает штангенциркуль от других штангенциркулей.
Эта высокочувствительная природа также требует постоянного обслуживания и калибровки штангенциркуля, поскольку даже малейшее искажение в его настройках может повлиять на точность показаний.Ниже мы предоставим метод калибровки штангенциркуля и некоторые стандартные процедуры калибровки штангенциркуля.
- Прежде всего, следует очистить губки суппорта, которые отвечают за измерение расстояний, чтобы убедиться, что они свободны от грязи или жира.
- Шестерню следует двигать вперед и назад, чтобы убедиться, что она движется без помех.
- Далее идет проверка нулевого показания. Приведите челюсти друг к другу и проверьте показания на циферблате.Он должен быть нулевым. Если это не так, установите его вручную на ноль.
- Вставьте стандартный калибр 0,500 дюймов (12,7 мм ) между губками, используемыми для измерения наружных диаметров. Обе губки должны соприкасаться с блоком, но не прижимайте губки слишком сильно к поверхности. Запишите показания с точностью до 3 десятичных знаков. Снимите не менее трех показаний, чтобы исключить любые несоответствия во время измерения.
- Шаг 4 следует повторить с 1 дюйма (25.4 мм ) измерительный блок , а затем с блоком 4 дюймов (101,6 мм ) . Обратите внимание на показания.
- Та же процедура может быть выполнена с использованием микрометрических стандартов, которые имеют размер 0,150, 0.200 или 0,300 дюйма. Запишите и сравните эти показания, как и раньше.
- Для калибровки внутренних губок установите их на 0,500 дюйма (12,7 мм ) и используйте стопорный винт, чтобы зафиксировать их положение.Затем используйте другой калиброванный штангенциркуль, чтобы измерить расстояние между губками. Запишите показания и сравните. Для большей точности снимите несколько показаний.
- Повторите шаг 7 , последовательно установив положение губок на 25,4 мм и 101,6 мм. Наблюдайте и записывайте показания.
- Теперь, чтобы откалибровать измерение высоты, установите измерительный блок 12,7 мм на плоскую поверхность. Установите суппорт вертикально так, чтобы его нижняя плоская поверхность опиралась на верхнюю часть измерительного блока.Теперь вытяните стержень для измерения глубины с помощью винта с накатанной головкой, чтобы он коснулся земли, и отметьте показания.
- Повторите этот шаг, используя калибровочные блоки 25,4 мм и 101,6 мм. Аналогичным образом используйте микрометрические стандарты для получения другого набора показаний.